对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
第33课:钢板超声波检测原理与实操
- 钢板超声检测需依据其制造工艺与缺陷类型(折叠、分层、裂纹、白点)选择对应方法(纵波/横波)
💡 核心观点:
- 检测系统构建的关键在于根据板厚精确选择探头(双晶/单晶)并确保声场全覆盖,避免漏检
- 实操中需规范使用试块进行系统校准,并准确识别各类波形,是保证检测结果可靠性的基础
钢板检测基础与缺陷类型
钢板制造与缺陷
缺陷检测方法
不同缺陷需采用不同超声方法检测
检测系统构建与探头选择
钢板厚度分类 | 推荐探头类型 | 核心检测逻辑 |
薄板 (<6mm) | 纵波双晶直探头 | 菱形声场覆盖厚度,避免漏检 |
中厚板 (6-40mm) | 纵波双晶/单晶直探头 | 依据厚度选择探头尺寸与F值 |
厚板 (>40mm) | 纵波单晶直探头 | 解决近场区问题,检测白点 |
纵波双晶探头选择要点
检测系统调整与校准
围绕超声检测培训展开,重点讲解了钢板超声波检测的相关内容,包括培训重点章节、不同工件探伤注意事项、钢板制造过程及缺陷、检测方法选择、检测系统建立与调整等,内容如下:
培训重点章节强调
关键章节内容
二三四章重要性:培训的二、三、四章分别涉及超声波基础理论、仪器探头、超声波通用检测技术,无论检测何种零件都会涉及,是至关重要的章节,需重点消化吸收。
第五章内容开启:从第五章开始讲解钢板探伤、锻件探伤以及焊缝探伤等实际工件探伤内容。
案例分析启示:结合第一章讲的 20 个超声检测案例,这些案例暴露出超声检测基本理论未正确应用、检测系统建立不完善、通用技术未应用等问题。
不同工件探伤注意事项
探伤共性要求
理论与系统依据:无论检测钢板、钢管、锻件、焊缝,都要依据超声波基础理论,根据不同被检工件特点建立检测系统,该系统涉及仪器、探头、试块,不同工件检测系统调整方法和形成的技术资料不同。
缺陷检测关注:要清醒认识不同工件的制作过程、工艺及可能产生的缺陷,采用合适的超声检测方法检测出不同种类的缺陷。
特殊材质钢板探伤
材质差异影响:金属板材除碳钢和低合金钢外,还有铝和铝合金、钛和钛合金、铜及铜合金等板材,这些材质与碳钢和低合金钢声速差别大,检测时试块选择需与被检工件具有相同或相近的声学性能,主要指声速。
试块与声速测试:特种设备标准针对碳钢和低合金钢制定,检测其他材质钢板需重新制作标准试块、对比试块;检测合金材料焊缝需学会测试不同种材料的横波声速,纵波声速可用超声波探伤仪或测厚仪测量。
钢板制造过程及缺陷
制造过程概述:钢板先轧制成钢锭,再通过连续轧制或连续浇铸形成板坯,然后根据所需厚度、宽度和长度选择相应板坯。
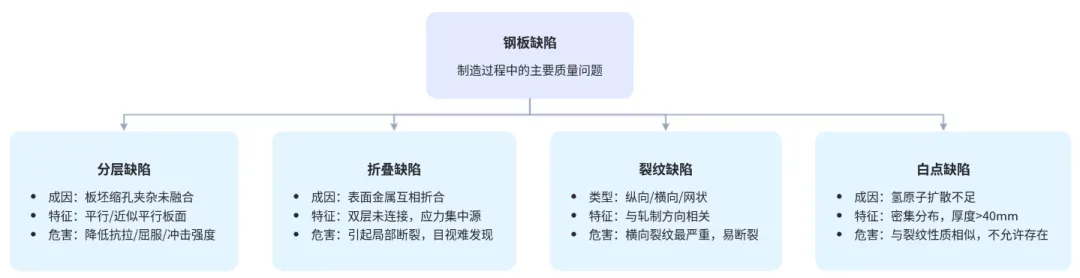
常见缺陷类型
分层缺陷:由板坯中缩孔夹杂在杂质过程中形成未融合而产生,平行或近似平行板面,降低钢板的抗拉、屈服、冲击、弯曲和疲劳强度,探伤时允许较小面积的分层缺陷存在。
折叠缺陷:钢板表面形成互相折合的双层金属,未连接在一起,易形成应力集中源,引起钢板局部断裂,与裂纹性质相似,多数折叠缺陷目视观察不到,需通过超声检测发现。
裂纹缺陷:包括纵向、横向和网状裂纹,板坯中横向裂纹影响尤为突出,易引起钢板局部断裂,危害比纵向和网状裂纹更严重。
白点缺陷:钢板在轧制后冷却过程中,氢原子来不及扩散而形成,以密集形式存在于厚度大于 40 毫米的钢板中,与裂纹缺陷性质相近似,钢板和锻件探伤都不允许存在。
缺陷对焊接影响:板材焊接坡口处存在分层和非金属夹杂物等较小缺陷,焊接时会因高温使缺陷扩展,因此球罐检测等在焊接前需对钢板四个边一定宽度范围内进行 100%检测。