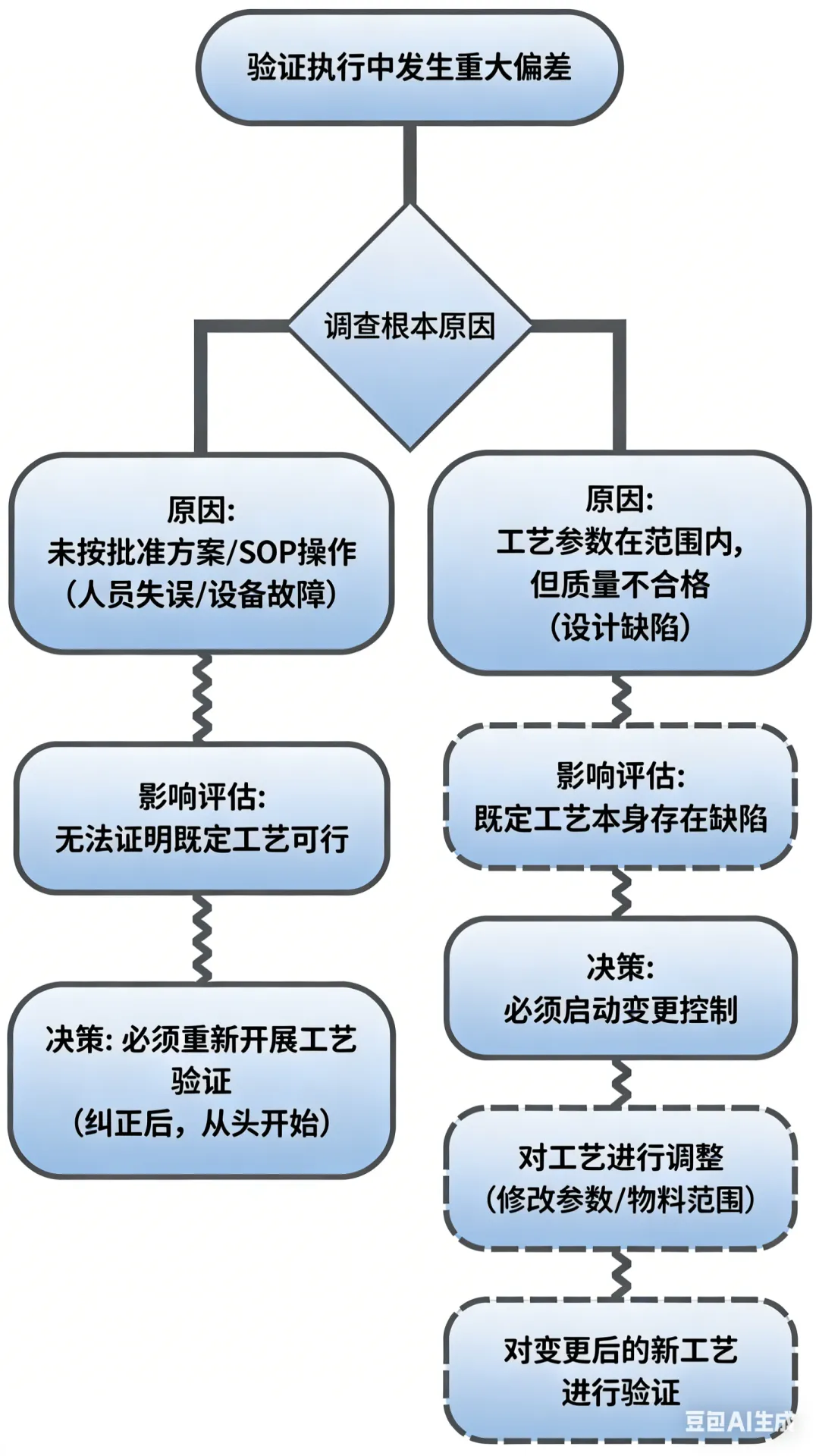
验证实施人员应当按经批准的工艺验证方案要求有序实施验证活动,验证过程中的记录应当及时、准确、清晰并有适当的说明(如对一些验证活动或验证过程中异常情况、偏差的说明)。 6.3.1 采用传统工艺验证方法进行验证时,通常应当通过额外的取样检测对关键生产步骤进行研究。取样应当充分考虑取样代表性。6.3.2 工艺验证的实施应当符合药品GMP要求,质量管理如质量风险管理、变更管理、偏差管理、纠正和预防措施等有关要求在工艺 验证实施过程中均应当遵守。 6.3.3 发生可能影响产品质量的重大偏差时,应当评估是否需重新验证。如未按既定的工艺验证方案进行操作,偏离了生产工艺要求, 无法证明按照既定的生产工艺生产出符合要求的产品,则应当重新开 展工艺验证。如工艺验证时物料属性、工艺参数等控制在原有的验证范围内,但产品质量属性发生偏离,经调查可能是由于工艺参数不恰当或物料质量范围过宽,则应当基于偏差调查的结果,启动变更,对生产工艺进行调整,再对变更后的生产工艺进行验证。现在,我们正式开始对 6.3 商业规模生产工艺验证的开展 进行深度、系统的拆解。一、条款的战略定位与核心逻辑:
定位:这是工艺验证生命周期中的 “执行与决策”阶段。它上承 6.2 方案(蓝图),下启 6.4 报告(结论),是整个验证活动中产生原始数据、暴露真实问题、做出关键判断的实战环节。
核心逻辑:本部分强调 “按章操作” 与 “动态管控” 的辩证统一。它要求:
——刚性执行:必须严格按照批准的方案进行,确保数据的可比性和结论的有效性。
——柔性响应:必须运用GMP体系(偏差、变更、CAPA)对执行中出现的任何异常进行实时、科学的处理,确保验证状态的完整性。
二、条款要求深度解构与实战要点
6.3 总述:执行的纪律与记录的基石
“按方案要求有序实施”:这意味着验证批次的生产,不是常规生产,而是受控的科学研究。每一步操作、每一个取样都必须有预先的设计和授权。
“记录应当及时、准确、清晰并有适当的说明”:
——实战要点:必须使用专门为验证设计的、附在方案后的批记录副本。任何与方案的偏离(如取样时间因设备原因延迟了5分钟)、任何异常观察(如混合过程中观察到少量团块),都必须在记录上当场、手写注明,并签名日期。这是后续偏差评估的第一手证据。
6.3.1 额外取样检测:验证深度的体现
目的:常规生产检验是为了“放行”,而验证的额外取样是为了 “理解” 。目的是深入研究关键步骤的工艺性能,证明其能够持续产出均一、稳定的中间体或成品。
“充分考虑取样代表性”的实战设计:
——空间代表性:例如,对于总混后的粉末,应在混合器的上、中、下、左、右、中心等多个三维空间点取样,以证明混合均匀性。
——时间代表性:例如,对于压片工序,取样应覆盖 “开始时、稳定运行时、结束时” ,并特别包括 “设备启动、提速、停机后重启” 等最可能产生变异的时间点。
——事件代表性:针对方案中已识别的风险点(如物料添加口、设备可能积料的部位)进行针对性取样。
关键输出:这些额外取样的数据(如含量、水分、粒度)应进行统计分析(如计算RSD、绘制控制图),并作为验证报告的重要组成部分,用于证明工艺的稳健性。
6.3.2 符合GMP要求:验证不是法外之地
核心思想:验证活动必须被完全嵌入公司现有的质量管理体系中。它不能独立于体系之外运行。
四大体系的联动:
——质量风险管理:验证本身就是一项降低工艺未知风险的活动。执行中若发现新风险,需动态更新风险评估。
——偏差管理:任何偏离方案、SOP或预期的情况,都必须立即作为偏差被记录、报告和调查。这是6.3.3决策的基础。
——变更管理:在验证过程中,严禁对方案、工艺参数或设备进行未经授权的变更。任何调整都必须通过正式的变更控制程序。
——纠正和预防措施:对偏差调查发现的问题,必须制定并执行CAPA,并确认其有效性。
6.3.3 重大偏差的处理:验证的“熔断机制”与决策树(超级核心)这是整个验证执行阶段最具挑战性的部分,指南给出了明确的决策逻辑。我们将其转化为可操作的流程图和案例。实战案例剖析
案例一(触发重新验证):片剂工艺验证中,方案规定湿法制粒的“干混时间”为5分钟。操作员误设为3分钟。这属于 “未按既定方案操作” 。即使最终片剂含量合格,该偏差也导致“干混5分钟”这一步骤未得到验证。结论:必须重新验证(至少重新执行该步骤或该批次)。
案例二(触发启动变更控制):同样片剂验证,所有参数均严格按方案执行,但三批验证批的片剂“溶出度”均不合格(偏慢)。
科学的调查与根本原因分析:
数据回顾:发现三批的颗粒粒度(D50) 均接近方案范围上限,且片剂硬度均显著高于研发批次。
根本原因调查:
——实验室调查:用验证批的颗粒,在实验室压片机上用不同压力压片,发现即使在较低压力下,片剂硬度也偏高,溶出依然慢。这指向颗粒本身过密、过硬。
——工艺追溯:回顾生产记录,发现“湿法制粒”的湿混时间和剪切力虽在方案范围内,但均采用了范围的高值,导致制粒过度。
结论:方案中规定的 “湿混时间/剪切力范围” 虽然来自小试,但在商业规模设备上,该范围的上半部分导致了过度制粒,从而使颗粒过硬,最终导致溶出不合格。即,当前的工艺参数范围(CPP范围)对于商业生产而言是不恰当的、不稳健的。
决策路径(符合6.3.3):
1. 这不是简单的操作失误,而是工艺设计在放大后暴露的缺陷。
2. 因此,不能直接“重新验证”(因为用同样的坏参数再试一遍注定失败)。
3. 必须启动变更控制:基于调查结论,收紧“湿混时间/剪切力”的操作范围(例如,从原来的“3-7分钟”修改为“3-5分钟”)。
4. 然后,对变更后(新参数范围)的工艺,重新进行前验证(即新的连续三批验证),以证明新范围的可行性。
三、给读者君的实战检查清单
在验证执行过程中,项目负责人应每日核对:
——今日操作是否100%符合方案规定? 如有偏离,是否已立即记录并启动偏差程序?
——所有取样是否按计划完成? 取样点、取样量、取样方法是否符合方案?样品标识、储存、流转记录是否完整?
——产生的原始数据(IPC数据、设备打印记录) 是否已及时附在批记录中,并有关联性注释?
——发生的任何偏差,是否已由质量部门介入调查?是否召开了初步评估会?
——环境、设备、计量状态是否始终处于受控状态?有无突发情况影响验证?
——沟通机制:生产、QC、QA、工程部门是否保持信息畅通,对问题快速响应?
四、进阶思考
情景:你们正在进行一个口服混悬剂的工艺验证。在“均质”这道关键工序中,方案规定的均质压力范围为 800-1000 bar。第二批生产时,操作员在记录中注明:“均质机运行至45分钟时,压力显示从900 bar瞬间波动至750 bar,持续约2秒后自动恢复。”后续调查显示,该瞬时波动是由于一个传感器信号短暂干扰所致,设备实际运行正常。该批产品所有中间控制和成品检验结果均完全合格。
问题:
这是一个 “重大偏差” 吗?为什么?
根据6.3.3,接下来应该怎么做?需要重新验证吗?
思路引导参考:
偏差判定:是偏差(偏离了方案的参数范围),但未必是“重大”。“重大”与否取决于它对 CQA的潜在影响。需要启动偏差调查,评估这2秒的750 bar压力对产品的粒径分布、均匀度等关键质量属性是否产生实际影响。调查需审查均质机的历史数据、同类事件记录,并重点分析该批次产品的相关检测数据(如粒径分布图)。
决策路径:
——如果调查结论是 “属于偶发的仪器信号干扰,未对工艺过程和产品质量产生可证实的影响” ,则偏差可以关闭,无需重新验证,但可能需要对设备进行预防性维护。
——如果调查发现 “该波动确实导致了工艺性能变化” (即使最终产品合格),则意味着方案中 “800-1000 bar” 的范围未能有效控制工艺风险,可能需重新评估该范围,并可能涉及 变更 和 补充验证。
总结:6.3阶段是工艺验证的“考场”。它不仅考工艺,更考企业的质量管理体系是否真正有效。成功的关键在于:严谨地执行方案,更严谨地管理一切偏离方案的情况。