【学习笔记】掺杂钆的二氧化铈 (GDC) 电解质 Ni–GDC阳极层压板的致密化和电池性能
- 2026-05-11 11:23:25

采用刮涂法制备了厚度为60 μm的钆掺杂氧化铈(GDC)电解质薄膜。将该薄膜与常温干燥的42 vol% NiO-58 vol% GDC混合粉末层压,并在294 MPa压力下进行单轴或等静压。将层压材料在空气中于1100 °C至1500 °C下共烧结4至12小时。
由于烧结过程中电解质和电极的收缩率不同,层压材料发生翘曲。电极在1100 °C至1200 °C时收缩率较高,而电解质在1300 °C至1500 °C时收缩率较高。
增加阳极厚度可以有效减少翘曲并提高层压复合材料的密度。
对于厚度为 30 μm 的阳极支撑 GDC 电解质,使用含 3 vol% H2O 的 H2 燃料的 SrRuO3 阴极,在 600 °C 时的最大电功率密度为 100 mW/cm2,在 800 °C 时的最大电功率密度为 380 mW/cm2。
(2)翘曲和收缩
阳极支撑的GDC薄膜在烧结后发生翘曲。
GDC薄膜的收缩率小于NiO-GDC阳极在1300℃以下的收缩率,而高于1300℃时情况则相反。
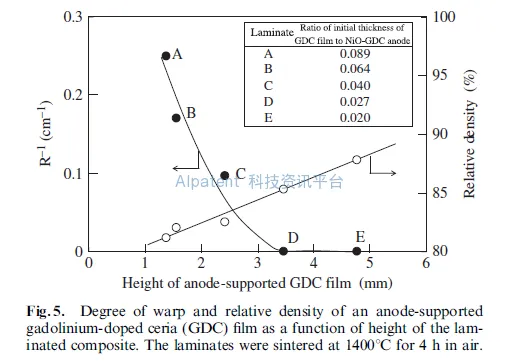
图 5 显示了在 1400℃ 下烧结的复合材料中,阳极支撑的 GDC 薄膜的翘曲度 (1/R) 和相对密度随复合材料高度的变化。图 5 还显示了烧结前 GDC 薄膜厚度与 NiO-GDC 阳极厚度的比值。将阳极支撑的 GDC 薄膜厚度增加到 3.5 mm(相应的厚度比为 0.027)可以有效降低翘曲度并提高密度。层状复合材料加工的关键在于形成相对较厚的阳极。
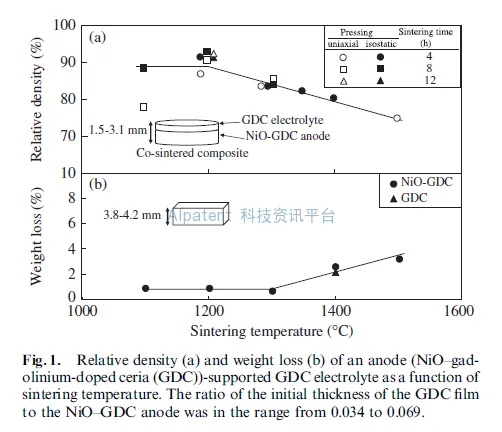
阳极(NiO-GDC)支撑的GDC薄膜的密度随着烧结温度的升高而降低,这是由于GDC和NiO组分的蒸发以及层状复合材料的翘曲造成的。
增加阳极的厚度可以有效减少翘曲并提高烧结密度。当GDC薄膜初始厚度与NiO-GDC阳极厚度之比小于0.03时,可以烧结出平整的层状结构。
对于厚度为30 mm的阳极支撑GDC电解质,在800℃和600℃下分别测得最大功率密度为0.38 W/cm²和0.10 W/cm²。
推荐的阳极支撑GDC薄膜加工工艺如下:将生坯层压板在300 MPa压力下进行等静压,然后在1400℃下于空气中烧结4小时。
GDC和NiO的蒸发影响在1400℃下变化范围很小。
https://doi.org/10.1111/j.1551-2916.2008.02646.x

点击“阅读原文”获取更多信息

本推送旨在分享信息,内容来自网络,版权归原作者和原发刊所有。如涉及版权及其他问题,请联系后台删除,谢谢。
征稿启事
应部分读者建议,本公众号现开放投稿,面向企业及科研机构人员征集稿件,可以分享技术信息、学术类论文、科研成果以及研究见解等。
投稿请发送至邮箱:support#aipatent.com(请注明“AIpatent公众号来稿”) *发送邮件时请将“#”替换为“@”


更多精彩内容,欢迎点击关注!

