图解 3D打印材料
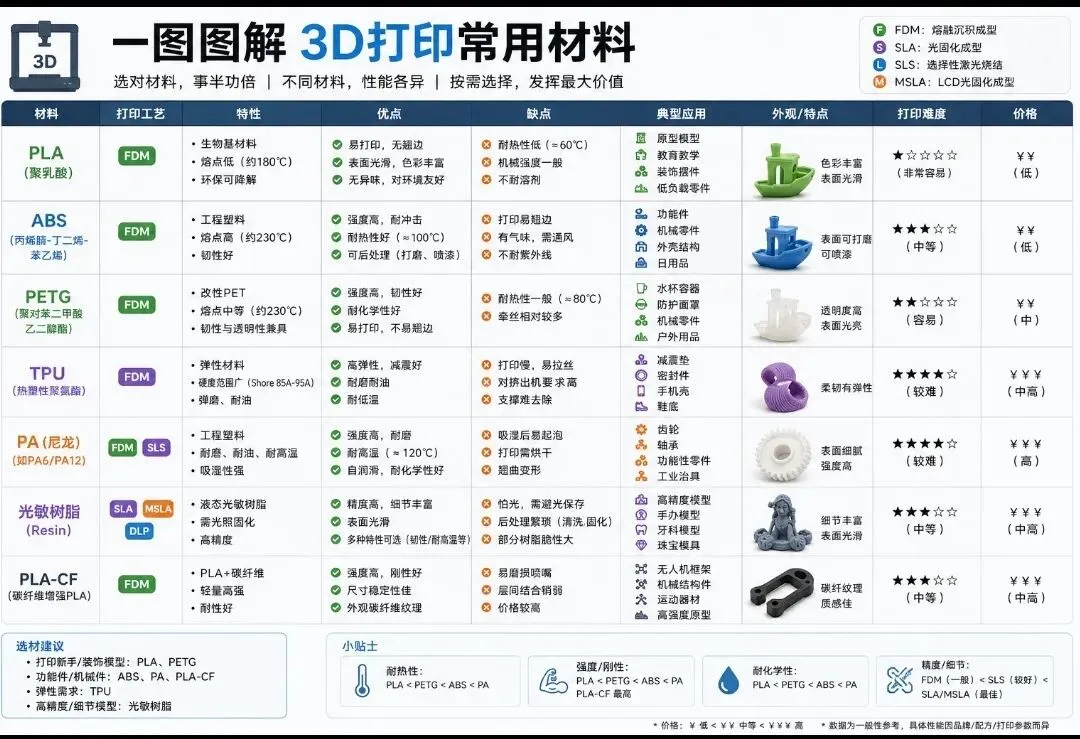
3D打印常用材料种类丰富,适配家用、工业、模型制作等不同场景,主流以PLA、ABS、PETG三大耗材为基础,辅以树脂、尼龙、碳纤维等特种材料,各有特性与适用范围。
PLA是入门最常用的环保耗材,源自玉米淀粉可生物降解,打印温度低、收缩率小、不易翘曲开裂,打印难度低、细节表现力强,色彩丰富、气味轻微,适合新手练手、手办模型、装饰摆件和教学作品。缺点是耐热性差、质地偏脆,不耐高温和强力弯折,不适合承重与户外使用。
ABS为工程级耗材,韧性强、耐冲击、耐高温,机械强度高,不易破损,适合制作功能零件、外壳配件。但它冷却收缩大,易翘曲开裂,打印需封闭保温环境,熔融时有轻微刺激性气味,更适合有经验的用户。
PETG综合了PLA与ABS优点,韧性好、耐候耐温、防水防腐蚀,不易发黄变形,无需封闭打印,层间附着力强,可做日常实用配件、户外用品、收纳构件,是兼顾颜值与实用性的全能耗材。
光敏树脂多用于光固化3D打印,成型精度极高、表面光滑细腻,适合高精度手办、微缩模型、珠宝铸件。材料偏脆,部分需后固化处理,长期易老化。
尼龙、碳纤维属于工业级材料,强度高、耐磨抗造、轻量化,可打印承重结构、机械零件、工装夹具,多用于工业制造、无人机配件等专业场景,打印参数要求高、成本相对昂贵。
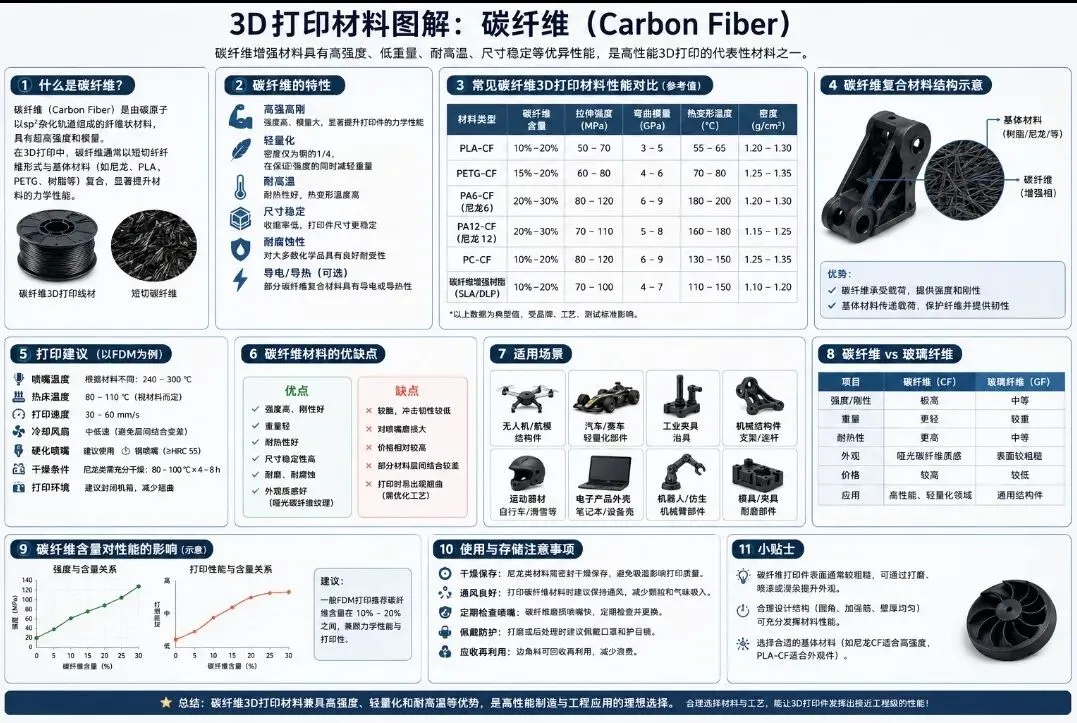
3D打印材料图解:碳纤维
- 短纤CF:FDM常用,PLA/ABS/PETG/PA里掺10–30%碳粉/短纤
- 连续CF:工业机专用,强度接近铝、钢,非常贵
核心特点:轻、硬、强、耐热、几乎不翘、尺寸超稳、耐磨
📌 常见碳纤维耗材(FDM桌面机)
1. PLA-CF(最便宜好打)- 温度:210–230℃,热床50–60℃
- 强度一般,只适合外观/轻受力件
- 缺点:60℃就软,不能受力
2. PETG-CF(性价比最高)- 温度:230–250℃,热床70–80℃
- 韧性+刚性平衡,结构件首选
- 耐温≈80℃,不易裂
3. ABS-GF- :玻纤,便宜、硬、脆
- ABS-CF:碳纤,更轻、更强、更耐磨
- 温度:250–270℃,热床100–110℃,必须封箱
- 用途:外壳、受力件、模型、工装
4. PA-CF / 尼龙碳纤(最强桌面级)- 温度:260–280℃,热床90–110℃,必须烘干+封箱
- 强度极高、耐温150℃+、刚性爆表,可替代铝合金
- 缺点:吸潮快、易堵头、贵
- 喷嘴:必须硬化钢/红宝石(黄铜几天就磨坏) ≥0.4mm
- 温度- PLA-CF:215℃
- PETG-CF:240℃
- ABS-CF:260℃
- PA-CF:270℃
- 热床:70–110℃(PA/ABS必须高温)
- 风扇:PLA-CF 50%;ABS/PA-CF 0–20% 极低
- 速度:40–60mm/s(太快易堵、层间弱)
- 耗材干燥:PA-CF必须60℃ 4小时烘干
1)固定方式(和ABS-GF完全一样)
- ✅ 蓝丁胶(首选):无痕、不伤碳纤面、小件神器
- ✅ 竹签+底座:底部打孔(1–2mm),插竹签插泡沫,全角度可喷
- ✅ 鳄鱼夹(包胶):夹边缘/底部,防刮
- ❌ 禁用透明胶/双面胶:碳纤表面致密,胶极难撕,必掉漆
- PLA-CF:便宜好打,弱、不耐热 → 外观件
- PETG-CF:全能、强韧、耐热 → 结构件首选
- ABS-CF:硬、稳、便宜 → 外壳/模型
- PA-CF:最强、最耐热、替代铝 → 受力件/工装
- 共性:必须硬化钢喷嘴、高温、低风扇、细打磨+底漆再喷漆
图解3D打印材料abs-gf
ABS-GF 玻璃纤维增强ABS(3D打印专用)
ABS-GF = ABS + 玻璃纤维(GF=Glass Fiber),10%/20%/30%玻纤,工业级高强度FDM耗材
✨ 对比普通ABS
- 刚性、抗弯、抗压大幅变强,不易变形开裂
- 尺寸极稳、收缩极小、几乎不翘曲
- 耐温更高(长期80℃+)、耐磨耐老化
- 表面天然哑光,层纹更淡
- 缺点:脆一点、易磨喷嘴、不能丙酮抛光
🖨️ 打印参数(必记)
- 喷嘴:250–270℃
- 热床:100–110℃
- 密闭舱:60–80℃(必须封箱)
- 风扇:0–30% 极低
- 喷嘴:≥0.4mm,玻纤磨损快,建议硬化钢喷嘴
🎨 你最关心:ABS-GF 喷漆+固定方案
1)固定方式(和普通ABS通用,更稳)
- 首选:蓝丁胶(无痕、不伤玻纤面)
- 次选:竹签打孔+底座(底部小孔,后期补土)
- 禁用:双面胶/透明胶 → 残胶+掉漆
2)喷漆关键(ABS-GF特殊要点)
1. 玻纤外露附着力差:必须800→1200目细打磨
2. 先喷ABS塑料专用底漆/环氧底漆,强化抓附
3. 严禁丙酮擦拭/抛光,会腐蚀玻纤分层
4. 烘烤≤50℃,高温易内应力开裂
5. 湿度**40–60%**喷涂,防止起皮脱落
🧩 用途
结构件、外壳、模具、受力模型、机甲、工装、精密零件
图解 大体积3D打印模型构建一、建模前核心原则(大体积必遵守)
1. 壁厚统一:FDM最小壁厚≥2.5–3mm,金属SLM≥1.5mm,避免局部过薄断裂
2. 大面控变形:大面积平板必须加加强筋、网格筋、蜂窝结构,防止翘曲
3. 自支撑优先:倾斜角>45°尽量不用支撑,降低打印时间和后处理
4. 模块化拆分:超大件必须分块打印,再拼接(螺栓/胶接/焊接)
5. 预留余量:外形预留0.3–0.8mm机加工余量,孔位预留公差
二、3D模型构建步骤(从0到成品)
1. 几何建模(Creo/SolidWorks/UG)
- 简化复杂曲面,删除微小倒角、小孔、碎面
- 大平面添加横向/纵向加强筋,筋厚≥3mm,间距40–80mm
- 内部做蜂窝/格栅轻量化,减少耗材+减重+抗变形
- 所有尖角倒圆角R≥2mm,避免应力集中、打印缺料
2. 分型与模块化(大体积关键)
- 尺寸>400mm:必须分块建模
- 分块面选平面,避免曲面拼接
- 拼接处设计:法兰边+定位销孔+螺栓孔
- 保证拼接后同轴度、平面度
3. 支撑结构设计(模型内预建,不依赖切片软件)
- 悬垂<45°:内部加自支撑筋
- 深腔、内凹:设计镂空支撑柱,直径≥4mm
- 底部大面积:加网格底座,防止翘曲、脱落
4. 模型修复(关键!大模型必做)
用Magics、Netfabb检查:
- 破面、重叠面、非流形边、三角面片错误
- 壁厚检测,剔除薄壁区域
- 导出STL格式,三角面片大小0.1–0.5mm
5. 切片参数匹配大体积
- 层高:0.2–0.3mm
- 填充密度:大结构20%–40%,受力件60%–80%
- 外壳圈数:3–5圈
- 打印速度:大体积必须降速,减少层纹和变形
三、大体积3D打印常见问题&建模对策
1. 翘曲、边角上翘 → 底部加厚、加底座、大面加筋
2. 层裂、开裂 → 壁厚均匀、圆角、降低局部应力
3. 支撑难去除 → 优化角度、内部镂空、自支撑结构
4. 拼接错位 → 定位销+法兰结构,预留公差
5. 尺寸超差 → 预留机加工余量