对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
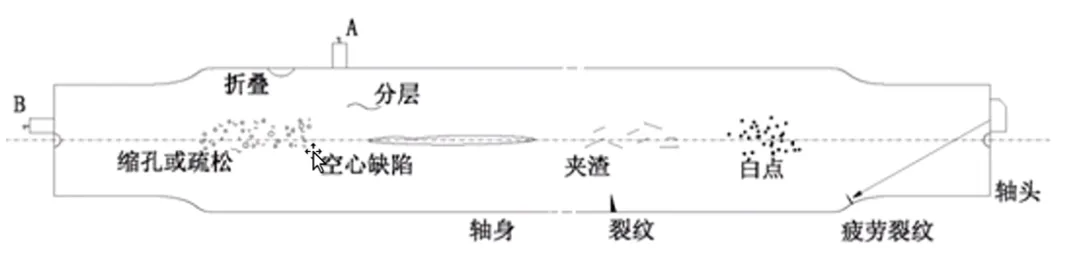
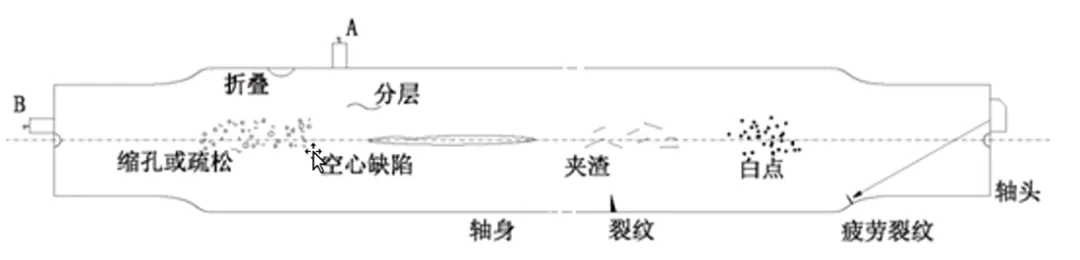
锻件探伤常见缺陷与轴类锻件超声检测方法
- 轴类锻件超声检测需采用组合探头方案,A探头(径向)用于检折叠、分层、空心,B探头(轴向)用于检缩孔、疏松、夹渣、白点,单一探头无法满足要求。
💡 核心结论:
- 在役轴类锻件检测的重点是变径R处的疲劳裂纹,需采用特殊角度探头并克服设备拆卸的工程难题。
- 现行特种设备行业仅使用零度纵波直探头的检测方法存在严重缺陷,检测效果等同于未检,必须进行系统性改进。
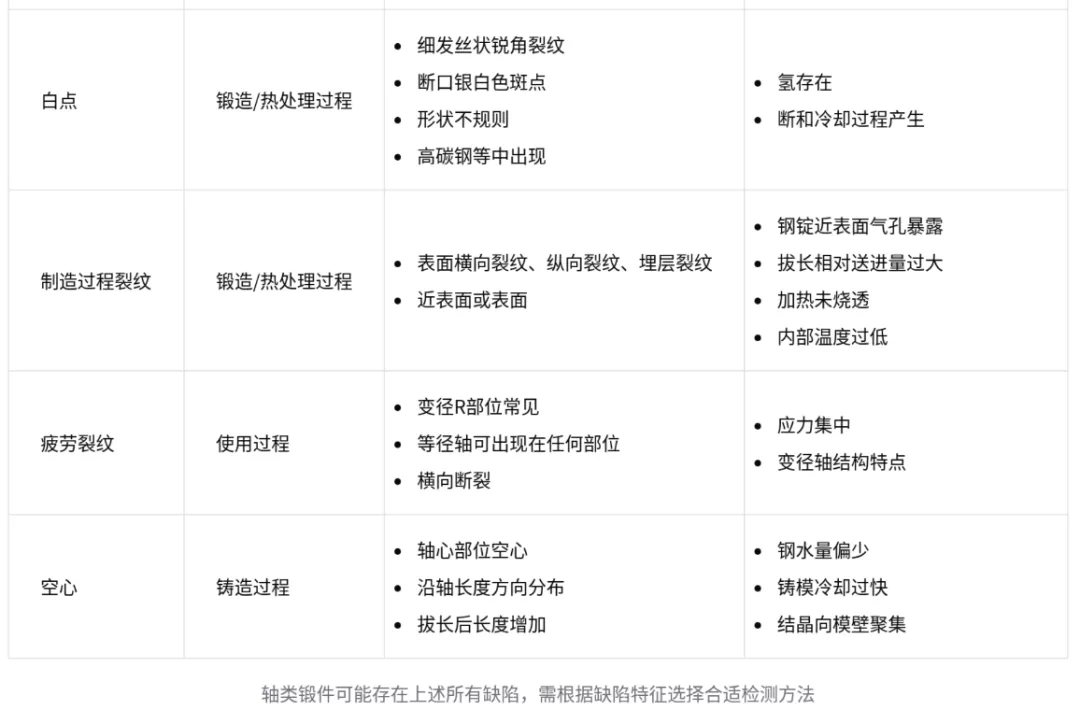
锻件常见缺陷
缺陷名称 | 主要特征 | 产生原因/来源 |
缩孔 | 不规则褶皱缝隙,位于锻件横截面中心 | 铸造时切头量不足残留 |
疏松 | 铸锭中心不规则孔隙,常与非金属夹杂并存 | 锻造形变量不足未消除 |
夹渣 | 点状、片状、链状,分布在锻件横断面 | 冶炼或浇铸过程中化学反应形成 |
折叠 | 外观似裂纹,多在内圆角和尖角处 | 锻造工艺不当 |
分层 | 不同深度的片状缺陷,降低横向力学性能 | 非金属夹杂等缺陷在锻造中被拉长 |
白点 | 细发丝状锐角裂纹,断口银白色 | 锻件冷却过程中氢的存在 |
裂纹 | 表面横向、纵向及埋藏裂纹 | 铸造、锻造或热处理过程产生 |
疲劳裂纹 | 主要出现在变径R位置 | 锻件使用过程中产生 |
空心 | 轴心部位出现空心,沿长度方向分布 | 铸造时钢水量少或冷却过快 |
轴类锻件检测特点与方案
检测复杂性
检测方法选择
- A探头(径向探伤) :检折叠、分层、空心缺陷效果佳
- B探头(轴向探伤/透声性实验) :检缩孔、疏松、夹渣、白点效果更优
裂纹检测
检测注意事项
探头与耦合
扫查与校准
在役轴检测难点
检测流程与仪器
围绕锻件探伤,特别是轴类锻件探伤展开,详细介绍了锻件常见缺陷的类型、特征、产生原因,以及轴类锻件超声检测方法的选择和注意事项,内容如下:
锻件常见缺陷
缺陷来源
铸造过程:铸造成型过程中产生的缺陷,如缩孔残余、疏松等。缩孔残余呈现不规则褶皱状缝隙,位于锻件横截面中心,在轴类锻件轴向有较大延伸,因定模设计和浇筑控制不当产生。疏松是铸锭凝固收缩形成的不规则孔隙,多在大型铸件中心,与定型、铸造比和送进量有关。
锻造及热处理过程:锻造和热处理过程产生的缺陷,如夹渣、折叠、分层、白点、裂纹等。夹渣分内在金属夹渣、外来非金属夹渣和金属夹渣,呈点状、片状等,严重时影响锻件性能。折叠外观似裂纹,出现在内圆角和尖角处,易形成疲劳源。分层是不同深度的片状缺陷,降低锻件塑性和韧性。白点是细发丝状锐角裂纹,危害大,多在高碳钢等中出现。裂纹包括制造过程产生的表面横向、纵向和埋层裂纹,以及使用过程产生的疲劳裂纹。
空心缺陷:铸造过程中因钢水量偏少或铸模冷却过快,在轴心部位出现空心,沿轴长度方向分布,严重影响轴类锻件力学性能。
轴类锻件特点及探伤现状
特点:轴类锻件基本囊括所有锻件工艺制造过程,可能存在锻件制造过程中产生的所有类型缺陷,其使用要求轴类锻件既有强度又有韧性,一般为中碳钢和高碳钢。
探伤现状:特种设备行业很多超声波探伤人员仅用一只纵波直探头进行轴类锻件探伤,无法体现轴类锻件超声检测的复杂性和典型性,易导致漏检,如一些轴类锻件探伤后仍出现断裂问题。
轴类锻件探伤方法选择及注意事项
纵波零度直探头检测
适用缺陷:对折叠、分层和空心缺陷检测有效。检测折叠和分层缺陷时,根据缺陷面积与声场截面大小关系,通过仪器屏幕上的波形特征判断缺陷存在。
检测效果:对缩孔、疏松、夹杂、白点等密集缺陷检测效果不明显,因轴类锻件拔长工艺使这些缺陷沿长度方向散开,超声场覆盖数量有限,底波降低量小,可能导致评级误判。
轴端探头检测(透声性实验)
适用缺陷:对缩孔、疏松、夹杂、白点等密集缺陷检测效果好,其超声场能覆盖较多此类缺陷,底波降低明显。
注意事项:轴类锻件探伤通常采用两种纵波探头,一种检测折叠、分层与空心缺陷,另一种检测密集缺陷。轴径大时,探头旋转 360 度检测,需注意近场和远场检测分辨率问题;轴直径较小时,考虑探头耦合,选用晶片直径小的探头;轴头与轴身直径相差大时,采用两种规格纵波探头分别检测。
横波外圆周向检测
适用缺陷:用于检测铸造、锻造及热处理工序产生的表面和近表面裂纹,包括纵向和横向裂纹。
探头选择:选择折射角 45 度(K1)的探头,轴头与轴身直径相差大且不满足曲率半径要求时,选用两种外圆周向曲率探头。检测时需正反方向扫查,考虑裂纹方向性。
检测重点:检测纵向裂纹时,重点关注近表面位置;检测横向裂纹时,注意轴头与轴身直径差异对检测的影响,必要时在轴端用小角度纵波探头补充检测。
疲劳裂纹检测
检测重点:在役轴类锻件疲劳裂纹多产生在变径 R 部位,检测时不能用零度纵波直探头,可在轴端用小角度探头检测轴头侧疲劳裂纹,轴身侧用 K1 探头检测。
实际困难:在役轴探伤因车轮、轴承和测温设备等难以拆除,检测工程量大。
检测系统建立及探头选择
检测仪器要求:仪器技术性能应具备中国单晶直探头曲线法或回归法,根据轴类锻件尺寸选择合适方法。轴较小时,可能采用众多双钉磁弹轴曲线法。检测横波外圆周向缺陷需制作校准试块。
探头选择要求:轴直径越小,探头外形几何尺寸尽量小,满足 3 倍近场不超过轴半径。轴直径小于 45 毫米时,采用纵波双晶直探头。A 探头径向检测用对比试块上不同规格平底孔制作距离 - 波幅曲线;B 探头检测声程大时,常以底波高度法作为检测依据。