《工艺验证检查指南》学习笔记七十五:包装工艺验证(原条款)
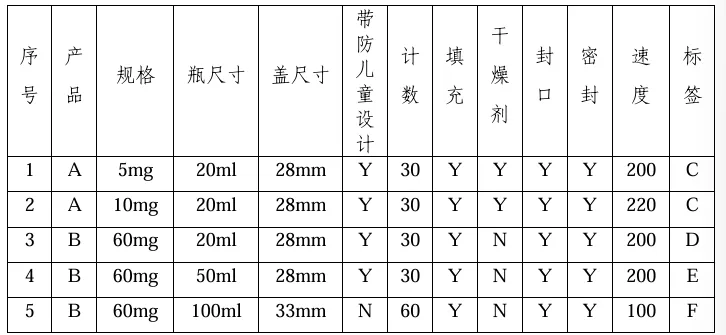
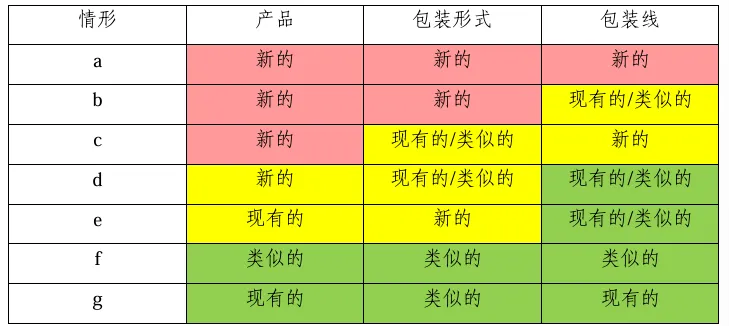
当确定包装设备和/或操作没有影响产品关键质量属性(CQA) 时,需要验证的是包装而不是产品,如固体制剂的瓶装或铝塑包装等,可以制定针对不同包装量(如每瓶数量)、不同尺寸药片或胶囊的通 用验证策略。 对于包装验证而言,验证主要针对包装工艺开展。当确定包装设备和/或操作没有影响产品关键质量属性(CQA)时,可通过生命周期的设备确认来确保产品生命周期的包装工艺验证,但应当至少进行过完整的包装工艺验证。 在考虑验证策略矩阵时,应当考虑不同包装、属性和参数的组合。有些属性需要包括最小和最大的尺寸,有些属性则可以根据最差条件的方式进行验证(如:包装设备运行速度)。可以在设备确认(如:OQ、PQ)期间对不同属性的组合进行确认,并根据确认期间执行的测试范围,替代具体产品包装工艺验证。 示例5(固体制剂产品塑瓶包装工艺验证矩阵选择策略)因素1:对于包装验证而言,不考虑A或B产品的差异;因素2:假设每种产品规格都有不同尺寸的片子,则需要对1(5mg)、2 因素3:假设每个内包装尺寸都有一个不同高度的瓶子,并且尺寸可能会影响到 感应热密封的热量,每个尺寸都应当进行验证,故需要对1或2或3 (20ml)、4(50ml)和5(100ml)进行验证; 因素4:每个尺寸的盖应当被验证,故需要对1或2或3或4(28mm)、5因素5:包装带有防儿童设计的包装是最差形式,故对1或2或3 或4进行验证; 因素6:假设每个产品计数是独立的,故需要对1或2或3或4(30 计数)、5 (60计数)进行验证; 因素7:所有包装均有填充物,故对任意包装进行验证即可; 因素8:使用干燥剂是最差条件,故需对1或2进行验证;因素9:通常情况下速度越快条件越差,故需要对2进行验证; 因素10:不同产品的标签只是内容不同,这里仅考虑标签的大小布局的差异, 故需对1或2(C)、3(D)、4(E)、5(F)进行验证; 考虑到上述因素,可以选取混合组合进行验证,以便采取更少的验证数量识别包装工艺的最差情况。并且在后续引入新产品时,进行不断的评估以使其始终能够覆盖工艺的最差情况。包装工艺验证的批次数可通过风险评估来确定,风险评估因素包括:对产品和工艺的经验和理解、产品和工艺复杂性、类似的生产线/工艺的知识、产品暴露保持时间的评估等。上述示例以产品、包装形式和包装线为三个风险评估要素,根据现有的是否有类似的知识和经验进行风险评估,展示了不同包装情形下三个风险评估要素的风险组合。 通常而言,“现有的”或“类似的”意味着已知风险更容易控制,风险等级相对较低,而“新的”则风险等级相对较高,但也应当结合具体情况具体分析。如产品内包装由于产品尚未封口风险相对较高, 而产品外包装则风险相对较低;复杂的包装工艺则风险较高,而相对简单的包装工艺则风险较低;功能复杂的设备风险较高,反之则风险相应较低。最终应当结合每种情况可能带来的不同风险整体判定包装工艺风险的高低,选择合适的包装验证批次。 如:对于上述示例中的情形a,当产品、包装形式或包装工艺、包装线均为全新,且经评估均为高风险,此种情形一般需至少进行3批次包装工艺验证。 对于上述示例中的情形f/g,产品、包装形式或包装工艺、包装线均为类似的或现有的,已具有丰富的产品知识和包装工艺经验,经评估各要素均为低风险,此种情形可能只需要进行1批次包装工艺验证。 对于上述示例中的情形d,产品为新的,结合产品知识等评估认为产品的风险为中风险;包装形式为现有的/类似的,基于包装工艺的理解和经验等评估认为该要素的风险为中风险;包装线为现有的/类似的,基于包装线的复杂程度等评估认为该要素的风险为低风险。 此种情形可根据具体情况进行1-3批次包装工艺验证。