学习笔记|船舶主机WinGD-6X-40B,燃油共轨泵拆装教程经验分享
- 2026-05-28 14:07:53

点击上方蓝字关注我们

去年上了一艘电喷船,虽然只有两万多吨,但这也是我第一次接触电喷主机,在这期间对主机其中一台燃油共轨泵进行了拆检更换,后来又将拆下的油泵进行了解体进行了研究学习,并结合说明书做成了PPT与大家一起分享。
燃油供给泵型号:PCO-G108RV1
T.P:1500Bar



可用普通手拉葫芦代替。需要两只葫芦,用于拆装燃油泵。
2.94581K吊装梁

与吊装梁支撑板配合,安装于主机空冷器本体上预先设置的位置,用于悬挂葫芦。短头位于船首方向。
3.94581I−FS吊装梁支撑板(2只)

安装于主机空冷器本体两侧预置位置。

与一只吊装梁支撑板配合安装于空冷器船首方向上的预置位置。
安装于泵盖正中位置。
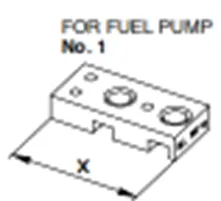
6.94581E吊装板

安装于吊装底板上。X = 134 mm


可用普通手拉葫芦代替。需要两只葫芦,用于拆装燃油泵。

与吊装梁支撑板配合,安装于主机空冷器本体上预先设置的位置,用于悬挂葫芦。短头位于船首方向。

安装于主机空冷器本体两侧预置位置。

与一只吊装梁支撑板配合安装于空冷器船首方向上的预置位置。
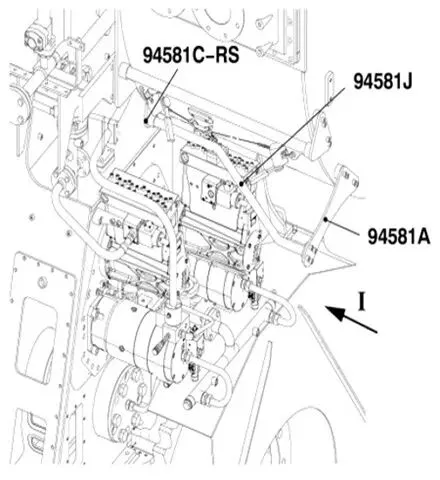
与导向梁支撑板1&2配合,安装于主机空冷器本体上预置位置,用于导向吊装油泵时的位置。
安装于主机空冷器本体船尾侧预置位置。

安装于主机空冷器本体船首侧预置位置。

安装于泵盖正中位置。
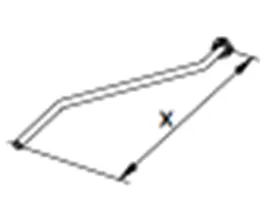
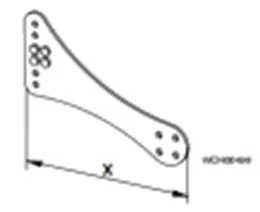
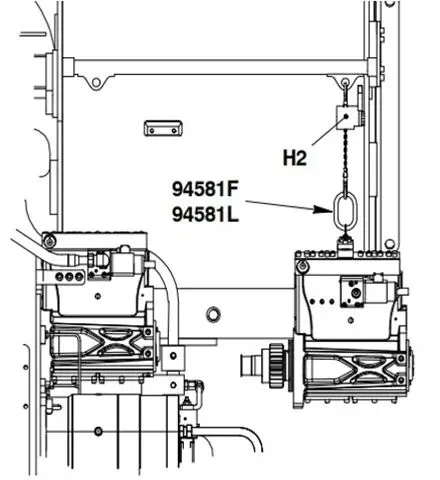
9.94581L 吊装板

安装与吊装底板上。X = 464 mm


工作前需停掉燃油供油单元油泵,关闭主机燃油进出口阀,共轨泵回油球阀;拆卸油管前使用便捷的工具收集残油;做好面部防护,防止松开接头时燃油溅射的危险。燃油管伴有蒸汽保温管路,所以动手前需要关闭伴热管,防止被汤伤。主机停下后要么停掉主滑油泵要么关闭伺服油泵进口总阀,防止滑油污染工作场所;从共轨泵上拆下的伺服油接头应做好临时封堵,供轨泵从机体上拆下后,也要将机体上的安装孔做好遮盖,防止外物进入污染系统滑油。

1#共轨泵的位置相对于2#共轨泵要好拆装一些。在吊运前必须做好专用工具及普通工具的检查。有缺陷的吊装工具严禁使用,吊装工具的安全负荷必须要满足要求。吊运过程中设备周围严禁靠近,更严禁在吊装的过程中还在拆卸周边及油泵上的附件。可以用木板对周围的设备及管路做好防护,防止吊运过程中被磕碰损坏。尤其吊运2#共轨泵的时候,因吊具不在泵的正上方,拆下来的时候会向左摆动,虽然有专用的导向杆,但最好在拆下来时候在泵上拴一根绳子向右拉动,协助吊运。

工作场所并不宽敞。右侧受空冷器,下方受飞轮罩壳,伺服油泵位置的限制,真正能方便拆装的位置并不大。而且共轨泵具有一定的安装高度,拆装时不是站在梯子上就是站在栏杆上,甚至站在伺服油泵的进口管上,而油管上还装有伺服油流量传感器。有时候为了调整身体位置,脚还要站在两个管子的中间,万一滑倒摔下,腿根本抽不出来,后果可想而知。还有下方的测量曲柄转角的探头也影响工作,拆装过程中有时后会踩在探头的防护罩上,对探头存在危险。建议在此处增加一个可拆卸式的工作平台。

安装过程中的风险主要是拆装油泵齿轮和与主机中间齿轮对接安装时的风险。
油泵齿轮设计有防过载保护,所以安装的时候上紧力矩必须严格遵守,切勿敲打齿轮。与中间齿轮对接时,因为看不到位置,又不能随意盘车,只能摸索着对,不慎的话很容易伤到齿轮,建议制作导向杆协助摆正共轨泵位置后再点动盘车,即可轻易安装。




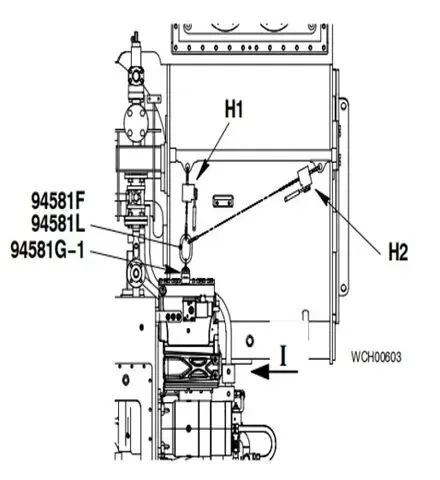
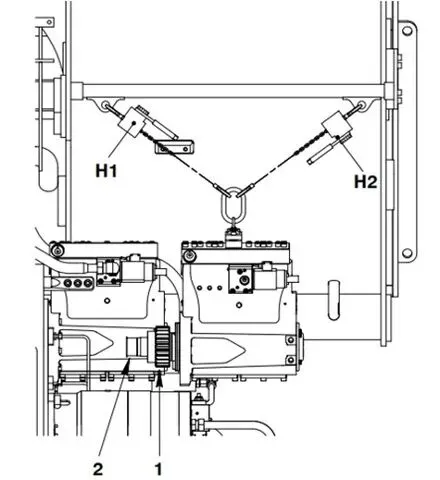


1.准备好1#泵的工具后,先将吊装梁安装在空冷器预留的位置,短头位于船首方向,挂上两只葫芦,将吊装底板和吊装链条安装在泵盖上。
2.停掉油泵,关闭主机燃油进出口阀,蒸汽伴热管阀门。泄放掉管路中的压力,拆下相关附件,管路和探头等。
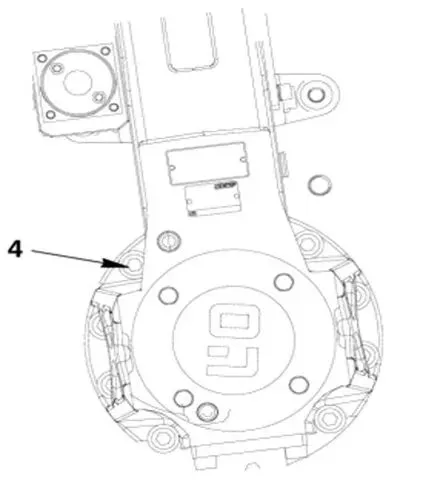
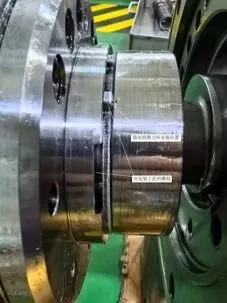
3.用专用工具吊住油泵后拆卸固定在机体上的9个内六角螺栓(4)及泵两侧的固定螺栓。
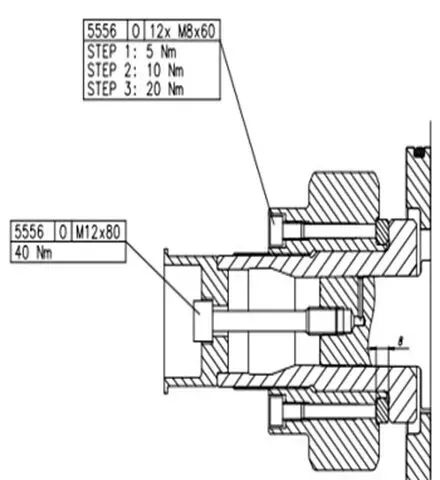
4.缓慢拉出油泵,齿轮出来后做好防护,防止磕碰。齿轮通过左旋螺纹上紧,螺栓上紧力如右图所示。
5.安装步骤反之,对齿轮时可以用四根长丝杆旋入机体固定孔内,摆正油泵的位置,当o-ring进入机体内后,缓慢盘车的同时推动油泵使齿轮啮合到位。9个内六角固定螺栓(4)上紧力矩为60Nm。



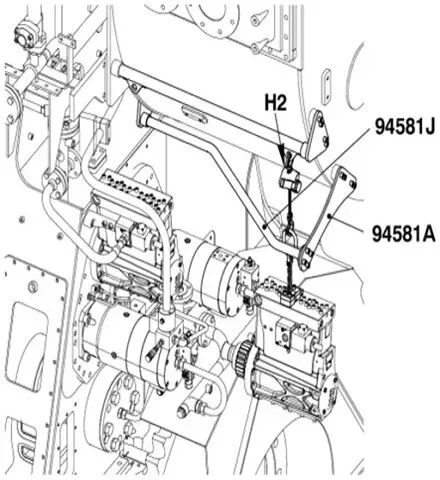


1.准备好2#泵的工具后,先将吊装梁安装在空冷器预留的位置
,短头位于船首方向,挂上两只葫芦,将吊装底板和吊装链条
安装在泵缸盖上。
2.因为2#油泵的位置在里面,吊装杆在1#泵上方,吊2#泵时
油泵会向外甩,所以要安装导向杆,协助安全吊装2#油泵。
3.停掉油泵,关闭主机燃油进机出机阀,蒸汽伴热管阀门。泄
放掉管路中的压力,拆下相关附件,管路和探头等。
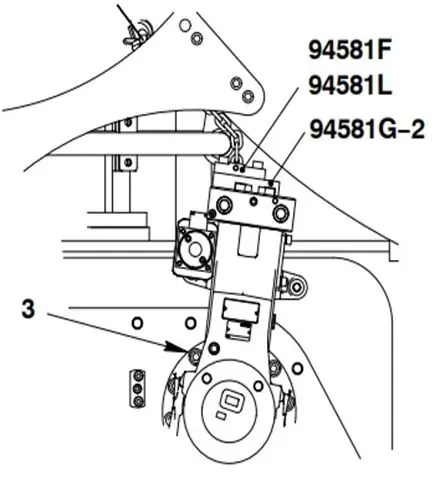
4.用专用工具吊住油泵后拆卸固定在机体上的9个内六角螺栓
(3)及泵两侧的固定螺栓。
5.缓慢拉出油泵,齿轮出来后做好防护,防止磕碰。齿轮通过
左旋螺纹上紧,螺栓上紧力如前所示。
6.安装步骤反之,对齿轮时可以用四根长丝杆旋入机体固定孔
内,摆正油泵的位置,当o-ring进入机体内后,缓慢盘车的同
时推动油泵使齿轮啮合到位。9个内六角螺栓(3)上紧力矩
为60Nm。




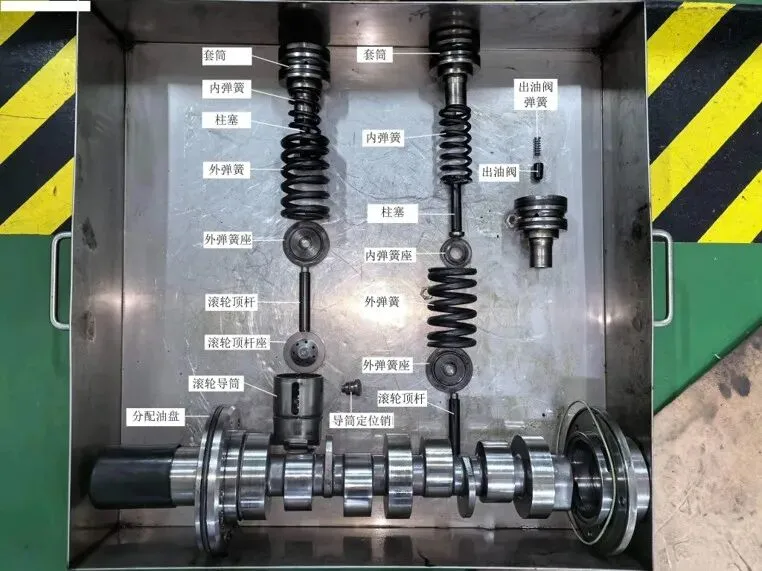
泵体内有四组柱塞弹簧,弹力极强。拆装泵盖时需要用到长杆,防止弹簧力瞬间释放而受伤。
初次拆卸,对油泵结构不熟悉,需合理使用工具,拆卸前做好标记,零件有序摆放,避免回装时装错,造成机损事故。切勿盲目拆卸。

泵在组装前需要清洗,所以内部不能残留任何异物,各个孔道要全部吹通。吹净润滑通道以防止主轴承、凸轮轴、滚轮导筒磨损。吹净燃油进出口、回油通道,防止异物卡在出油阀、限流阀、喷油器等处,造成磨损。

不怕拆卸难,就怕安装错。不按要求安装,最终无法装复,甚至造成机损事故。安装任何部件时清洁是前提,润滑是必要,安装过程中遇到问题要停下检查,安装位置需要确认正确,不可盲目敲打。油泵组装好后,由于弹簧力大,徒手是盘不动的,所以安装过程中就要特别小心,有安装工艺要求的需要严格遵守,如螺栓按力矩上紧。






















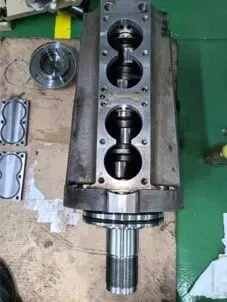
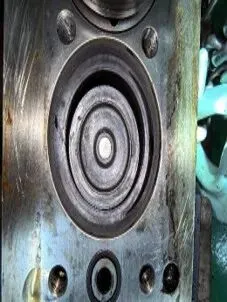
1.解体共轨泵时,该泵已经运行了8200小时,可以看到首尾两端的主轴承已经磨损见铜,观察凸轮轴上未见明显磨损。
2.主轴承的油孔在上方,泵体上接入伺服油进行润滑凸轮轴部件。
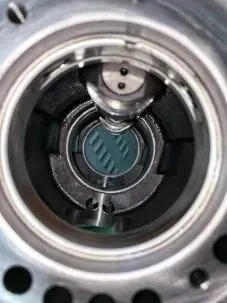
3.油底壳前端的10个油孔与凸轮轴上的分配油盘通过上部的定位销完全对应,通过四只内六角螺栓固定。伺服油从油孔出来后润滑传动齿轮后流进主机内。






1.凸轮轴及油底壳内做好清洁,浇上滑油润滑后从前端推进去,轻微抬动使凸轮轴完全落位。
2.前端推力环未拆下,但安装时要注意将推力环的位置落入分配油盘的凹槽内,否则没有对好位置,上紧分配油盘时凸轮轴无法转动。分配油盘与油底壳的位置对准后以18Nm上紧四个内六角螺栓(M8)。因连接轴套正常,本次未拆卸连接轴套。
3.尾端的推力环同样需要对应凹槽安装,推力环上的四个油槽要对着凸轮轴方向安装,端盖以O-RING密封。








1.安装前确认所有部件无磨损及裂纹,尤其柱塞套筒、弹簧、弹簧座与顶杆接触面无异常磨损出的凹坑、偏磨,确认顶杆已安装到位。
2.以正确的方向放入外弹簧座后再放入外弹簧。
3.拆卸泵盖时只需拆下泵盖上的内六角螺栓便可将泵盖与套筒组件一起拿下,且装的时候也必须将柱塞组件先固定在泵盖上。因为套筒与泵盖间存在两个密封面,且出油阀带弹簧,这样做易于出油阀弹簧正确落入泵盖上对应的孔内,不会压偏出油阀弹簧,不刮伤密封面,也便于随后收紧泵盖。固定套筒的外六角螺栓(M12)以60Nm上紧。








1.套筒内有O-RING,当套筒与柱塞、内弹簧和内弹簧座组装好后,柱塞就不会从套筒内滑落,这样就可以将四只柱塞套筒组件固定在泵盖上,整体压入泵体内了。
2.出油阀密封面向下安装,套筒内与出油阀的密封面如果失效,泵的出口油温逐渐升至很高,本次更换油泵就是因为这个原因。
3.装好出油阀弹簧,柱塞套筒组件与泵盖固定好后,在不损坏O-RING的提前下通过长螺栓均匀的压下泵盖,确认套筒组件正确落位,最后以35Nm上紧固定泵盖的内六角螺栓(M10)。至此燃油共轨泵安装结束。








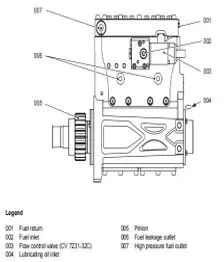
通过研究得出燃油经FCV进油口进入泵体内,沿着泵体一侧进油孔进入套筒的进油孔,进入套筒内后经柱塞压缩,顶动出油阀进入泵盖,最后从出口管进入燃油共轨内。FCV根据共轨压力调节开度,部分油经泵盖上的回油口流回系统回油管。

1.彻底清洁,检查到位,正确安装,恢复使用。
2.对于首次拆卸的设备,必须准备好专用工具,读懂说明书后再动手。做好标记,如上下,正反方向等,拆卸的零件按拆卸顺序统一摆放,尤其螺栓不能随手乱丢。
1.推力环的安装方向和位置不能错,否则凸轮轴转不动。
2.滚轮顶杆、顶杆座、外弹簧座、内弹簧座相互间的接触面不能有明显的凹坑和偏磨,上下方向不能装错。
3.柱塞与套筒之间的o-ring不能漏装,如果动了滚轮顶杆的护套,那需要更换护套与泵体间的o-ring。
4.各泄漏孔等小孔、通道要吹通,套筒与泵盖的密封面不能磕碰损伤。
5.清洁各部件,仔细检查有无裂纹等缺陷,尤其出油阀与套筒之间的密封面有无磨损、凹坑或裂纹,密封不好内漏会导致出口油温高。
6.柱塞套筒组件先固定在泵盖上,最后再一起压紧泵盖,这样方便安装,且不损坏密封面,出油阀弹簧能正确的对准泵盖内的凹槽中。
7.油泵没有详细的零件图,单独更换零件不可行,但八千多小时主轴承已经见铜,且出油阀也出现问题,需要加强监控。滑油需持续分离,定期清洗燃油和滑油分油机。
8.如果各螺栓有明确的上紧力矩,需遵守。如果没有,则按说明书中规定的螺栓直径对应的力矩上紧。
9.对齿轮时可以用长丝杆做导向杆引导油泵落位,缓慢盘车对好齿轮,必须小心千万不能碰伤齿轮。

以上内容仅个人观点,若有不对的地方请指出,共同进步。下方提供原文PPT下载。

