一、核心定义:用交通信号灯理解
OOT(Out of Trend)趋势超标
性质:黄色预警灯
定义:检验结果仍在合格标准范围内,但与历史数据建立的预期趋势或模式不一致,暗示工艺可能正在发生微小变化。
关键特征:没超红线,但走势不对
举例理解:
你每天7:30出门上班,今天7:25出门——
没迟到(合格),但比平时早(趋势异常),可能意味着闹钟调早了或路上有事要处理。
OOS(Out of Specification)超标
性质:红色警报灯
定义:检验结果超出法定质量标准或内控标准限度。
关键特征:已超红线,结果不合格
举例理解:
规定8:00前到岗,你今天8:05到—— 已迟到(不合格)。
二、核心区别对比表
| OOT(趋势超标) | OOS(结果超标) |
|---|
| 与标准关系 | | |
| 监管要求 | | |
| 紧迫性 | | |
| 调查重点 | 为什么走势变了?(找潜在变化原因) | 为什么不合格?(找直接失败原因) |
| 结果影响 | | |
| 数据基础 | | |
三、如何建立“趋势带”?—— OOT判定的科学基础
你不能凭感觉说“这个数看着别扭”,必须有科学的趋势模型:
方法1:统计过程控制(SPC)法(推荐)
计算历史数据的平均值(X̄)和标准差(σ)
设置趋势限:通常设为 X̄ ± 2σ 或 X̄ ± 3σ
2σ:包含约95%正常数据(警戒限)
3σ:包含约99.7%正常数据(控制限)
示例:某产品含量历史数据(最近20批)
平均值 = 99.5%
标准差 = 0.3%
设置 OOT警戒限 = 99.5% ± 2×0.3% = 98.9% - 100.1%
如果新一批含量为101.0%,虽然在合格标准(98.0%-102.0%)内,但超出100.1%的OOT限,即触发OOT。
方法2:移动平均法
计算最近10批数据的移动平均值
新数据与移动平均值比较,偏差超过预设百分比(如±2%)则触发OOT
方法3:非参数法(数据分布不规则时)
将历史数据排序,取第5百分位数和第95百分位数作为趋势限
四、OOT调查分析:五步法实战指南
当发现OOT时,按以下流程调查:
第一步:实验室初步评估(1-2个工作日)
目的:排除实验室错误
如果发现实验室错误:重新检测。如果重检结果正常且在趋势内,关闭OOT,记录原因。
如果排除实验室错误:进入下一步。
第二步:生产过程回顾(2-3个工作日)
目的:寻找生产工艺中的微小变化
重点关注:
原材料:供应商批次是否更换?检验结果有无边缘波动?
设备参数:关键工艺参数(CPP)有无微小漂移?
例如:压片机压力波动范围从±0.5kN变为±0.8kN(仍在合格范围内)
环境条件:季节性温湿度变化对工艺的影响
人员操作:有无SOP的微小偏离?
第三步:数据分析与趋势确认(持续进行)
目的:确认是偶发现象还是真实趋势
操作:
扩大数据范围:看更多批次的历史数据
绘制控制图:将OOT点放入控制图观察模式
相关分析:该OOT参数与其他参数有无关联变化?
第四步:根本原因推测与风险评估
目的:判断OOT的潜在影响
| | |
|---|
| 测量系统波动 | | |
| 原材料轻微变异 | | |
| 设备性能缓慢漂移 | | |
| 工艺控制参数需要优化 | | |
第五步:结论与CAPA
必须明确:
该OOT是否可接受? 基于风险评估
本批次能否放行? 通常可以,但需记录决策理由
需要哪些改进措施? 制定CAPA(纠正与预防措施)
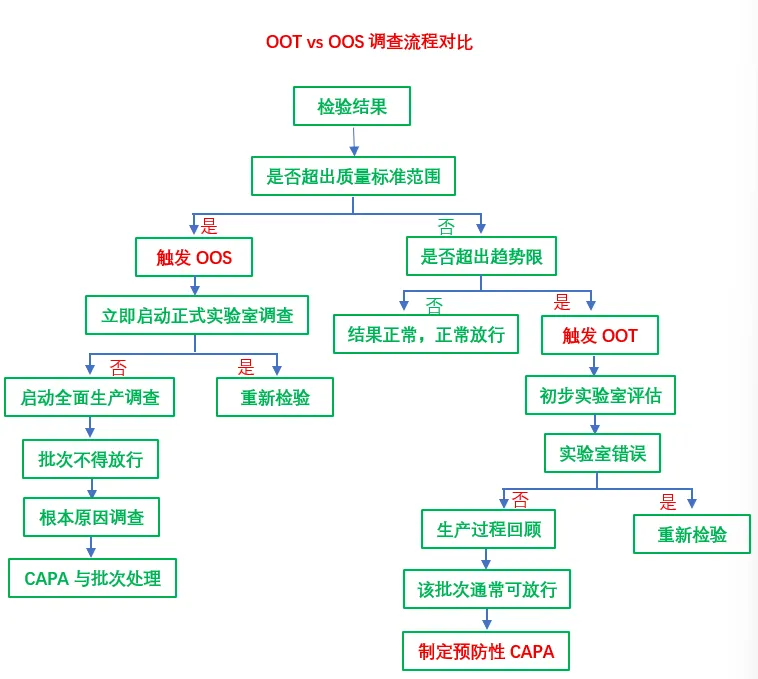
五、OOT vs OOS调查流程对比
六、给企业的实战建议
1. 建立明确的OOT程序
在SOP中明确定义趋势限计算方法
规定谁负责判断、多长时间内响应
培训所有相关人员,特别是QC和QA
2. 合理设置趋势限
不要设得太敏感:避免频繁误报,浪费资源
也不要设得太宽:失去预警意义
建议:从±3σ开始,根据实际情况调整
3. 与持续工艺确认(CPQ)结合
OOT是CPV的重要输入。CPQ中控制图的异常模式,本身就是OOT的判断依据。
4. 建立OOT知识库
记录每次OOT的调查结果和根本原因,形成企业内部的“工艺异常模式库”,便于未来快速识别。
七、重要警示
错误做法:
发现OOT不调查,认为“反正合格”
随意调整趋势限以消除OOT警报
将OOT当OOS处理,过度反应
将OOS当OOT处理,淡化风险
正确理念:
OOT是工艺的“健康预警”,忽视它可能错过最佳干预时机
一次OOT可能是未来OOS的先兆
调查OOT的价值在于预防,而不只是处置
总结
OOT和OOS是药品质量管理的“预警系统”和“安全底线”:
OOS是底线,告诉你“已经出问题了”
OOT是预警,告诉你“可能要出问题了”
优秀的质量管理,不仅要守住OOS的底线,更要建立敏感的OOT预警系统,实现从“事后纠偏”到“事前预防”的转变。
最终目标:通过严谨的OOT调查,将质量问题消灭在萌芽状态,让每一次OOT都成为工艺改进的机会,而不是麻烦。