级进模是众多零件按照一定的装配关系组成的整体。能够连续稳定地工作并冲压出所需形状和尺寸精度的制件,能够减少制件的精加工和二次加工,成形效率高、有自动送料机构、成形工位安排合理、有防止废料和制件上升的措施及检测保护装置,耐用性好、磨损小、制造费用尽可能低等,这些都是对多工位精密自动级进模设计的要求。
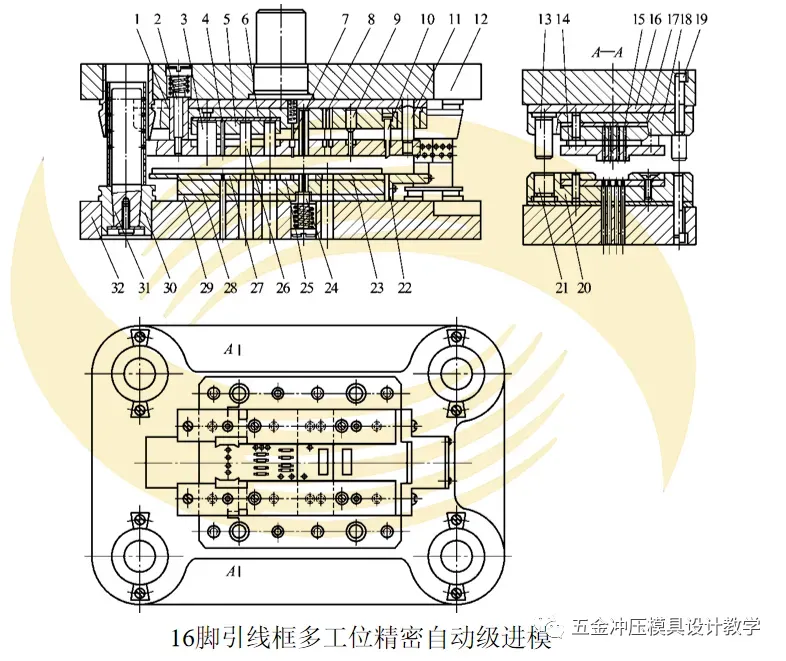
一个典型的多工位精密自动级进模由模板、条带、冲头、导柱、导套、定位销、螺钉、浮升销、卸料装置等零部件组成,如图所示为16脚引线框多工位精密自动级进模。
一、模具典型结构:
1.制件技术要求
集成电路16脚引线框冲压件如图所示,该制件主要技术要求如下:
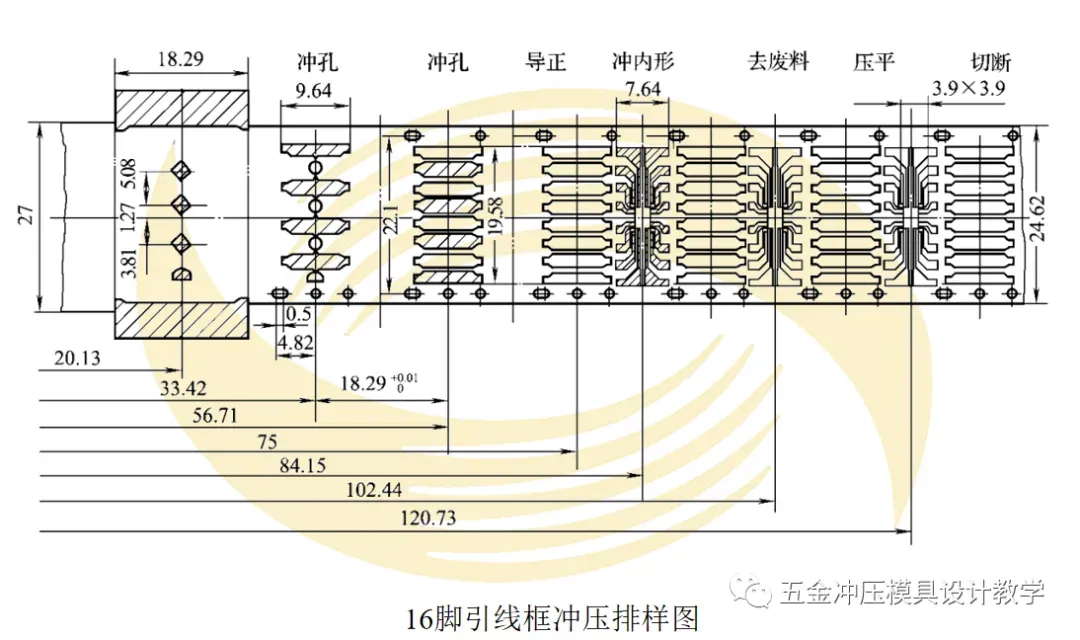
(1)材料为0.3mm的锡磷青铜,在引线端部虚线内的部分,要求打扁矫平, 并使材料厚度变薄至0.28mm(见图中2.4mm×2.1mm部分)。
(2)在引线端部3.9mm×3.9mm面积内(虚线所示)要均匀分布16条脚的引线,因此每条脚的宽度和空隙宽度均不能超过0.4mm。
(3)在集成电路塑料塑封后,其外露引线部分应在19.56mm×7.62mm范围内均匀分布,因此引线由内向外要各自定向转弯,引线脚越多,转弯越多。
(4)为了塑封模的定位,各引线粗细应均匀,要求每10个引线框成一组 其孔距积累误差(18.29×10=182.90-0.02mm),不准超过0.02mm,因此每工步的平均误差应小于0.002mm。
2.模具结构特点
该模具结构具有如下特点:
(1)采用了滚动式、四导柱、可拆装精密模架。
(2)为了保证制件精度,在冲压工艺上采用了级进、复合式冲裁,排样如图所示,即外引线部分采用级进式冲裁,内引线部分采用复合式冲裁。
(3)为了使引线框的各条引线在一个平面上不扭、不翘,内引线冲裁采用复合、复位冲裁。即先冲下废料,再用凹模推板将废料“复入”带料中,在带料转至下一工步时,再将它冲出。这样做不仅有利于提高冲件精度,而且有利于提高凹模寿命。
(4)采用双侧刃、双侧面导板及双弹压导正销的导向结构,提高了材料的送料精度。
(5)在卸料板结构上,采用了小导柱、导套导向和定位套筒组合式卸料螺钉,以满足弹压卸料板对凹模平行度的要求。
(6)在凸模保护方面,采用了缩小凸模长度的方法;在保证凹模精度方面, 采用了分段镶拼的方法。
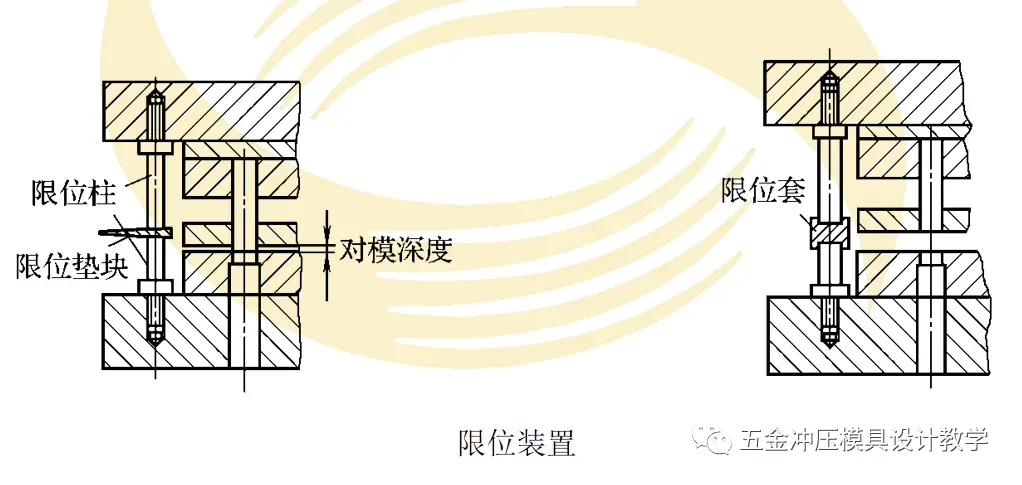
(7)在压力机行程控制方面,采用了限位柱结构,使凸模进入凹模的深度得到了控制。
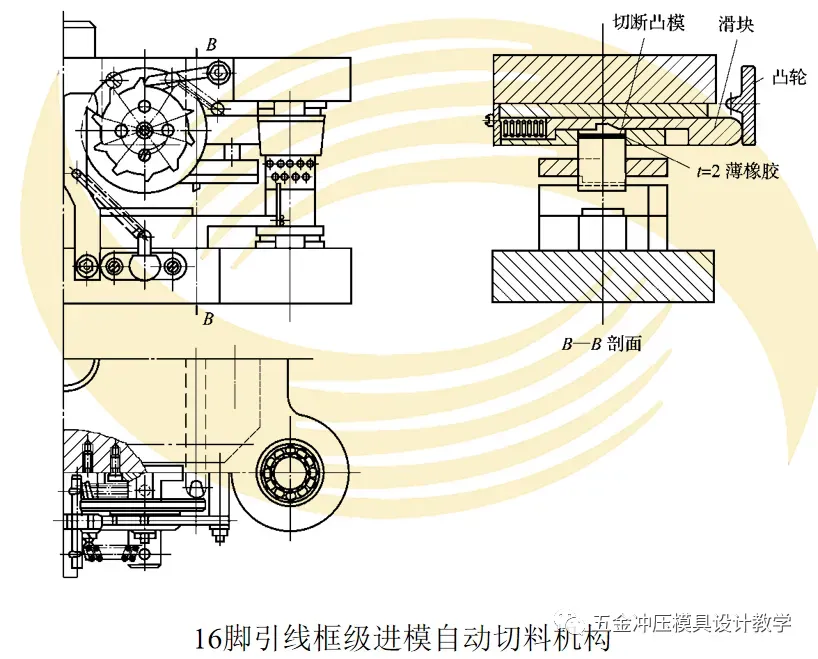
(8)为了获得每10个引线框为一组的引线条,便于集成电路塑料封的大量生产,该模具采用了由端面凸轮和棘轮及切刀等组成的自动切料机构。
二、模具主要零部件结构:
多工位精密自动级进模的主要零部件,除应满足一般冲压模具的结构要求外,还应根据精密级进模冲压特点、模具主要零部件装配和制造要求来考虑其结构形状和尺寸。
1.凸模
凸模是多工位级进模中最基本的零件之一,其设计对级进模的结构、使用性能和寿命有着重要影响。在多工位级进模中有许多冲小孔凸模、冲窄长槽凸模、分解冲裁凸模,应根据具体的冲裁要求、被冲材料的厚度、冲压的速度、冲裁间隙和凸模的加工方法等因素来考虑这些凸模的结构及其固定方法。
(1)凸模结构和类型
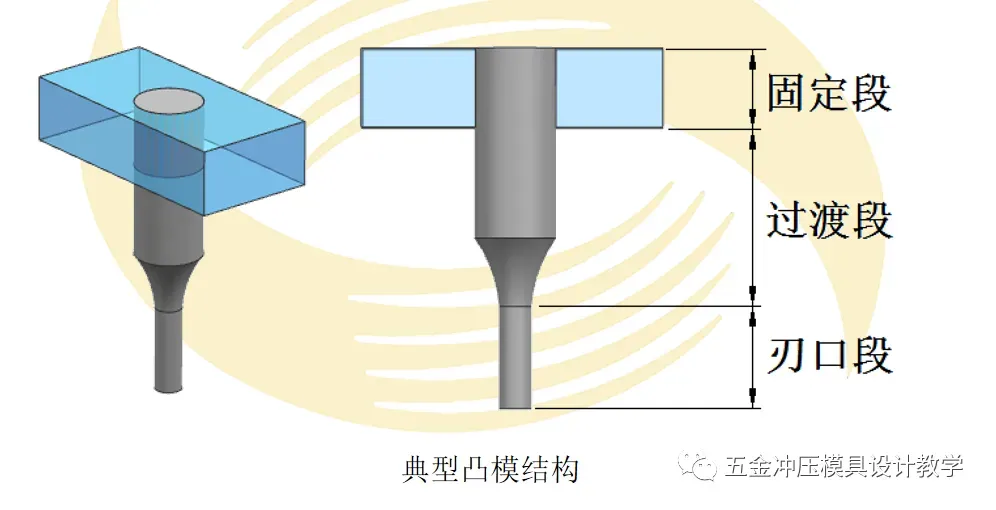
级进模的典型凸模结构如图所示,按照凸模各部分的作用,可把它划分为刃口段、固定段和中间过渡段。
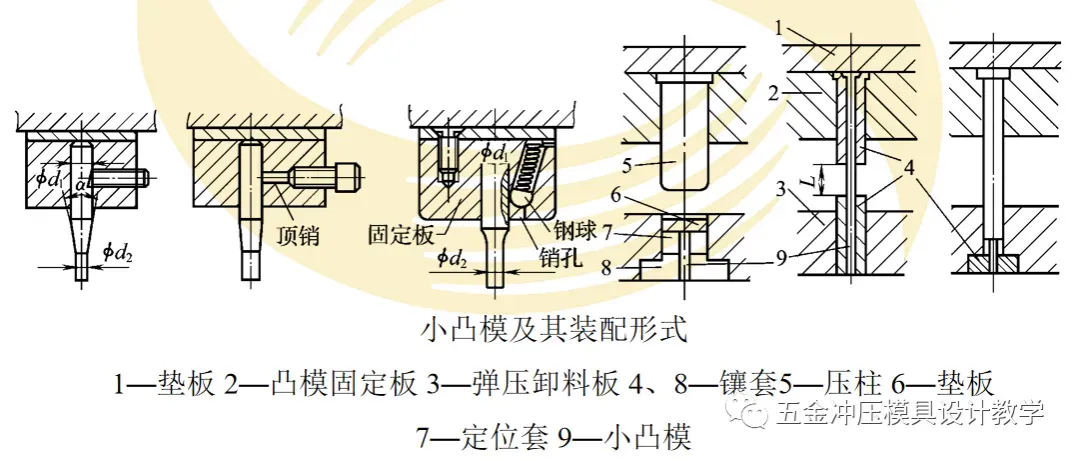
对于冲小孔凸模,通常采用加大固定部分直径、缩小刃口部分长度的措施来保证小凸模的强度和刚度。当工作部分和固定部分直径相差太大时,可采用多台阶结构。各台阶过渡部分必须用圆弧光滑连接,不允许有刀痕。特小的凸模可以采用保护套结构。卸料板还应起到对凸模的导向作用,以消除侧压力对凸模的影响。常见的小凸模及其装配形式如图所示。
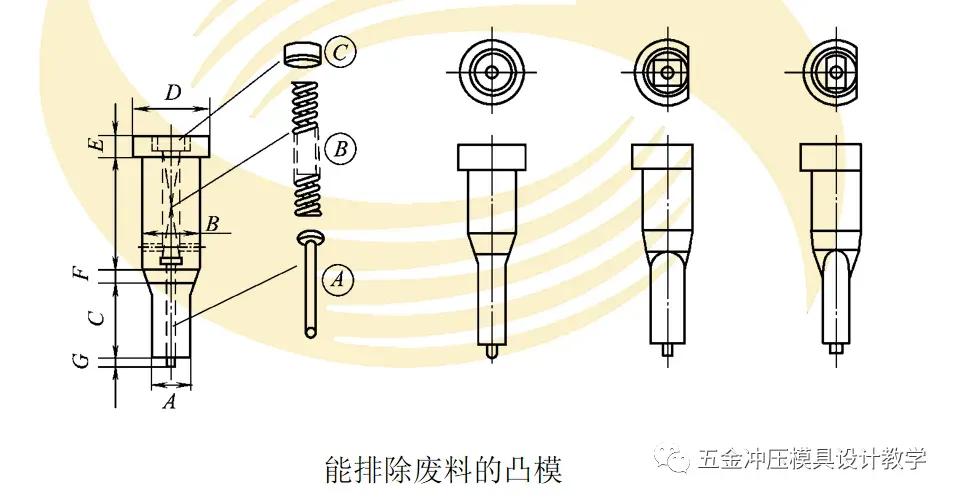
冲压生产中,冲孔后的废料若贴在凸模端面上,会使模具损坏,故对2mm以上的凸模应考虑废料的排除。如图所示为带顶出销结构凸模,它利用弹性顶销使废料脱离凸模端面。也可在凸模中心加通气孔,减小冲孔废料与冲孔凸模端面上的“真空区压力”,使废料易于脱落。
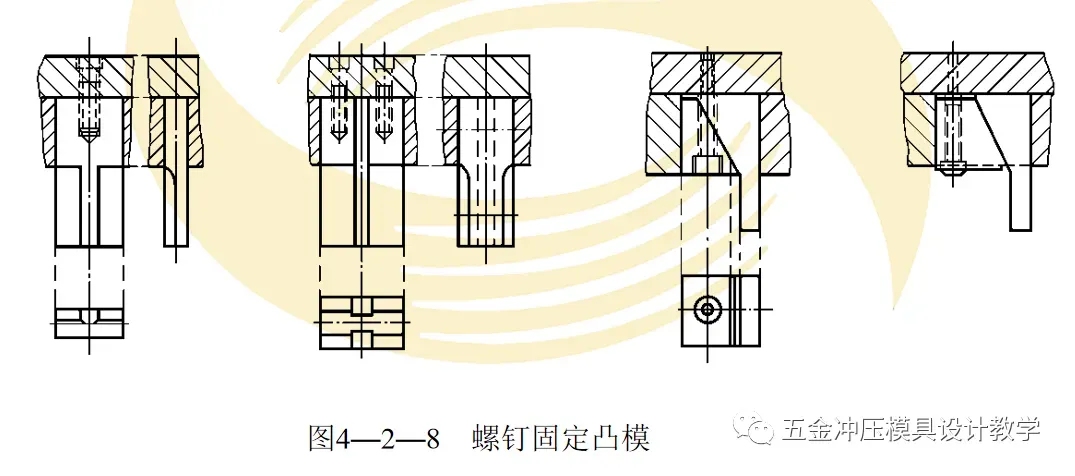
(2)凸模固定方法
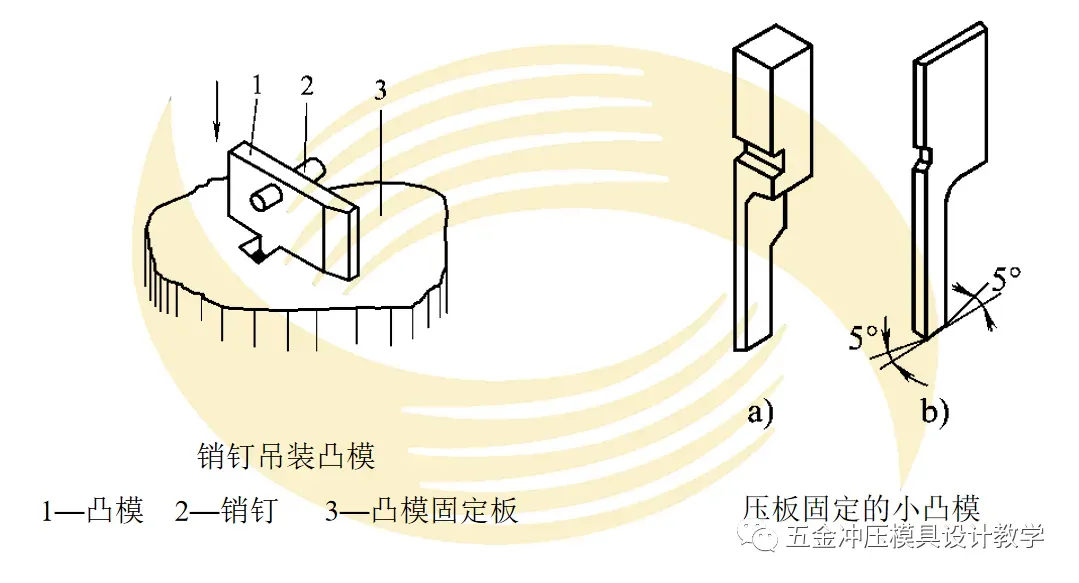
凸模常用的固定方法如图所示,固定部分应有能加工螺钉孔的位置。对于较薄的凸模,可以采用销钉吊装,或采用侧面开槽,用压板固定小凸模。
2.凹模
多工位精密自动级进模凹模的结构与制造比凸模更为复杂,多采用拼块式和嵌块式结构,这样做的优点在于:简化制造,冲模精度高,节省贵重金属,易于控制热处理变形,方便装配调整。
(1)结构形式
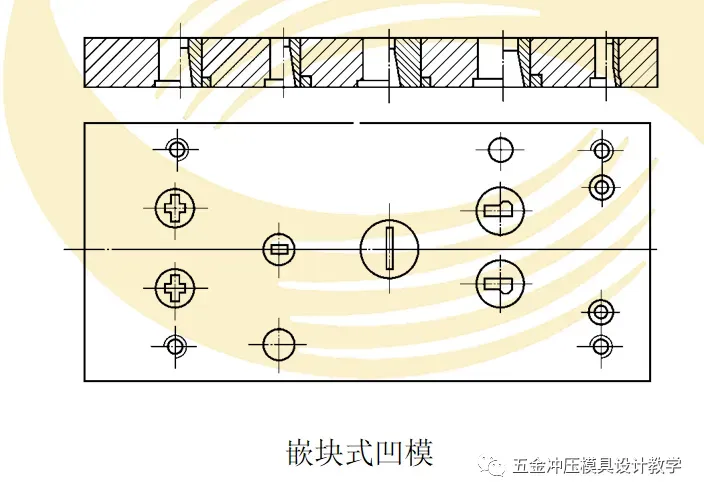
1)嵌块式凹模。嵌块式凹模示例如图所示,其特点是嵌块套做成圆形,且可选用标准的零件,嵌块损坏后可迅速更换备件。
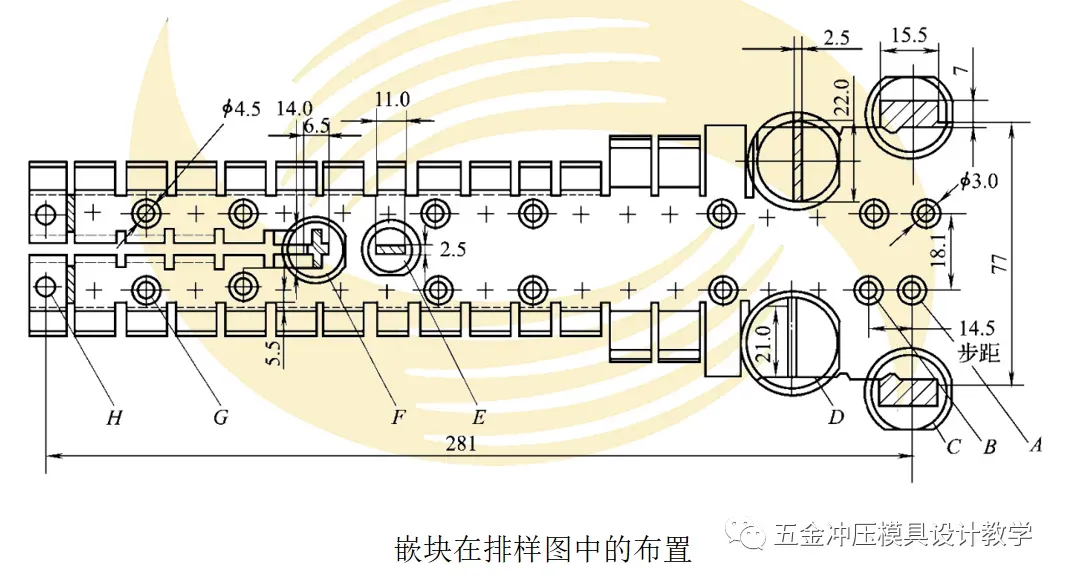
需要指出的是,采用嵌块式凹模,嵌块在排样图设计时,就应考虑其布置的位置及大小,如图所示。
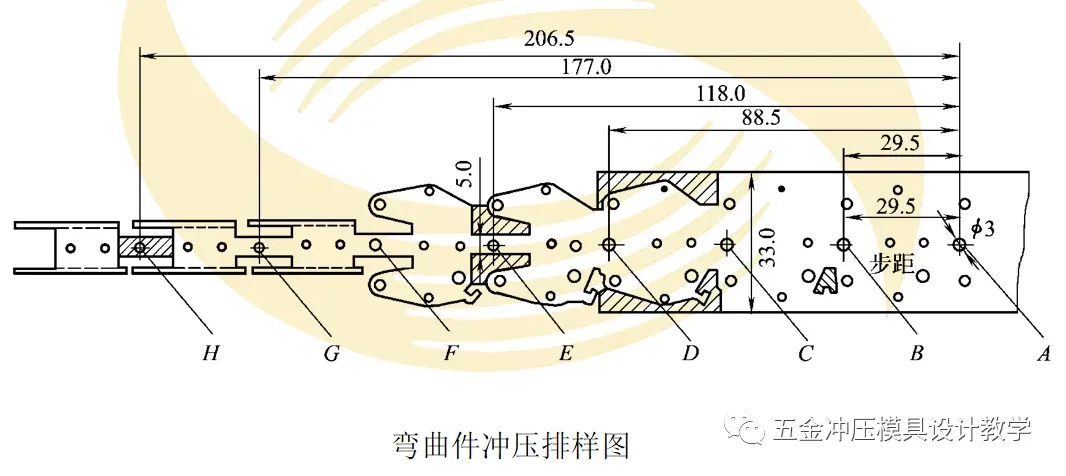
2)拼块式凹模。拼块式凹模的组合形式因采用的加工方法不同,分为两种组合形式:放电加工拼块拼装凹模、成形磨削拼装组合凹模。现以如图所示某弯曲件冲压排样图为例,对两种组合形式的凹模加以说明。
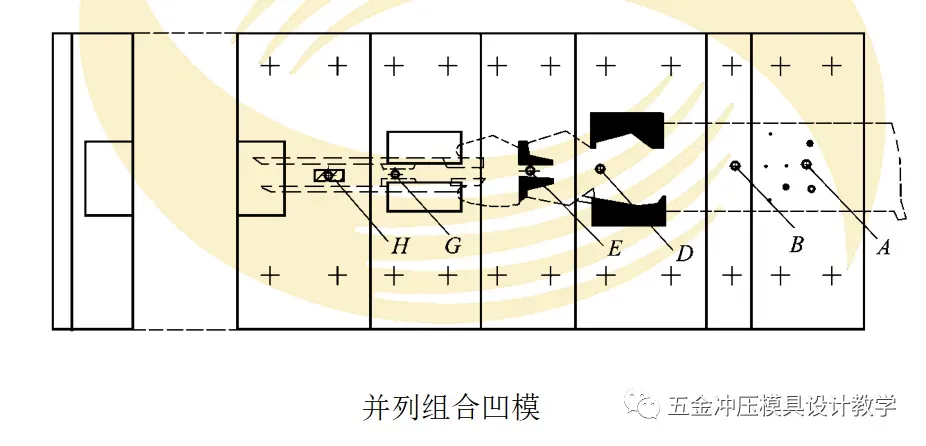
采用放电加工拼块拼装凹模时,凹模多采用并列组合式结构,其结构示意如图所示,图中省略了其他零部件,拼块的型孔制造由电加工完成,加工好的拼块安装在垫板上并与下模座固定。采用这种组合方式,当要更换个别拼块时,必须对全工位的步距进行调整。
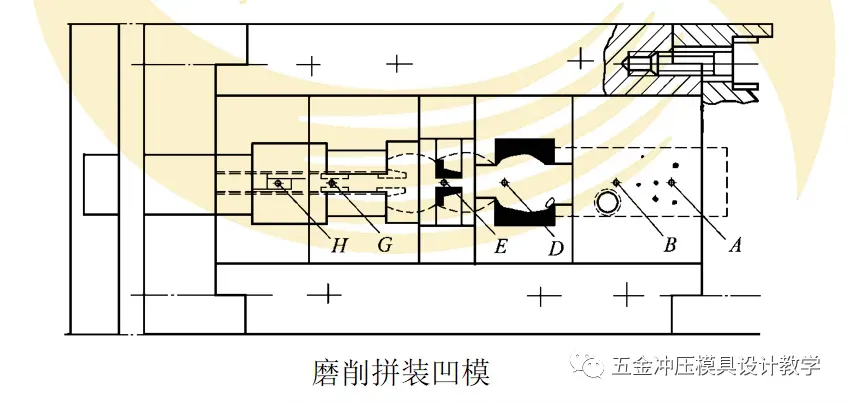
采用成形磨削拼装组合凹模时,先将型孔口轮廓分割成拼块后进行成形磨削加工,然后将拼块装在所需的垫板上,再镶入凹模框并以螺栓固定,其结构示意如图所示,当其中某拼块因磨损需要修正时,只需更换磨损部分就能继续使用。由于拼块全部经过磨削和研磨,拼块有很高的精度。在组装时,为确保相互有关联尺寸,可对需配合面增加研磨工序。对易损件可制作备件。
(2)固定方法
根据需要,凹模可以采用多种固定方式。就拼块凹模而言,通常有平面固定式、直槽固定式和框孔固定式。
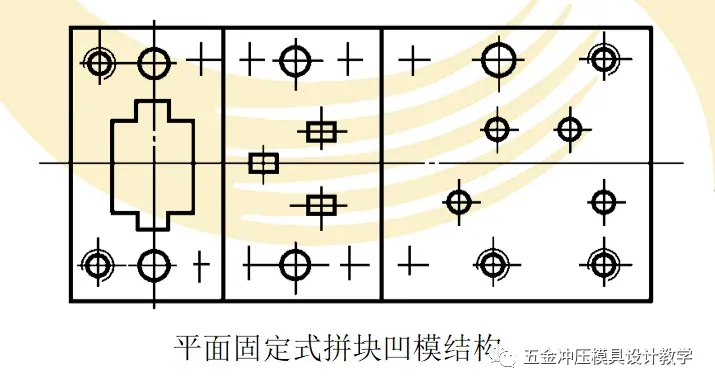
平面固定式是将凹模各拼块分别用定位销(或定位键)和螺钉固定在垫板或下模座上,其结构示意如图所示,它适用于拼块凹模或较大拼块分段的固定方法。
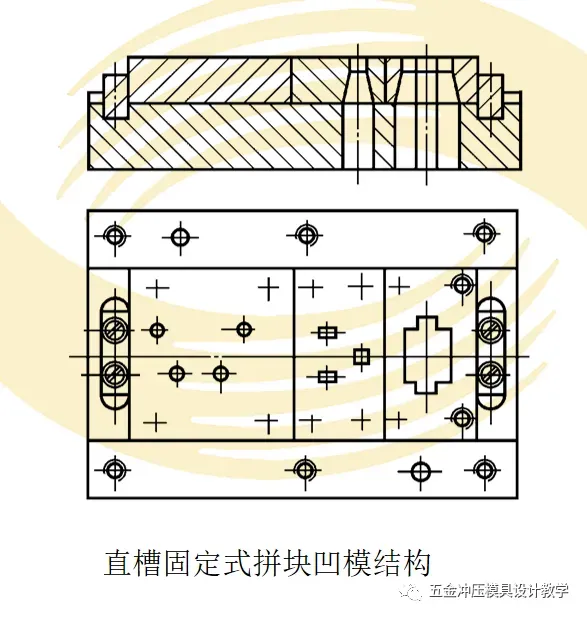
直槽固定式是将拼块凹模直接嵌入固定板的通槽中,各拼块不用定位销,而在直槽两端用键或楔及螺钉固定,其结构示意如图所示。
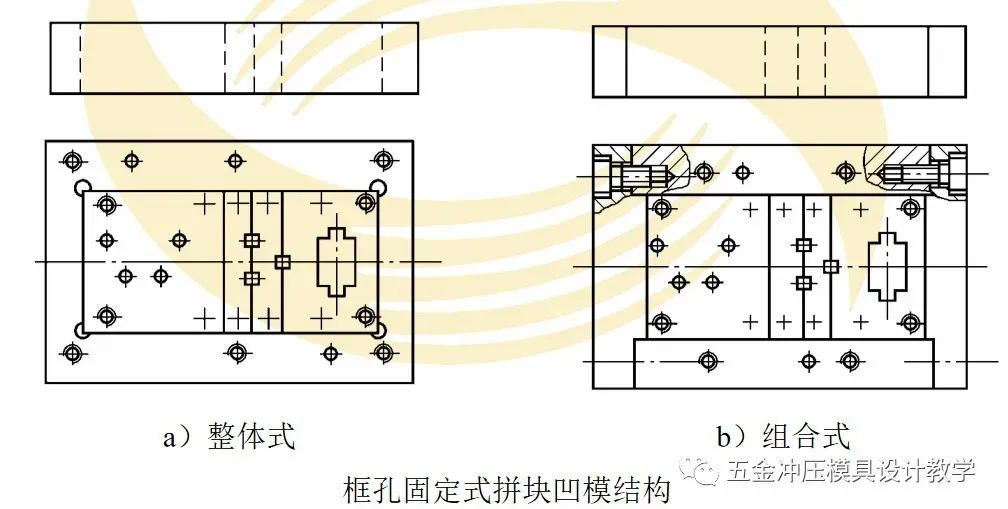
框孔固定式有整体和组合框孔两种,其结构示意如图所示。整体框孔固定凹模拼块和框孔时,应根据胀形力的大小来选用配合的过盈量;组合框孔固定凹模拼块时,模具的维护、装拆方便,当拼块承受的胀形力较大时,应考虑组合框连接的刚度和强度。
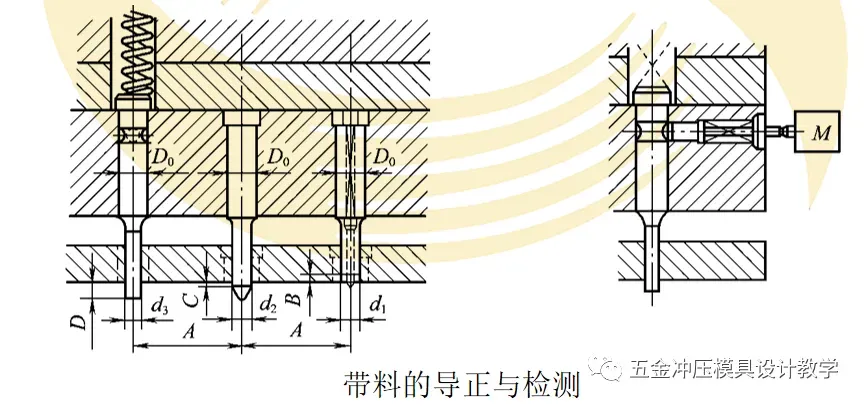
3.定位装置
在多工位精密自动级进模中,带料的送进步距及定位精确必不可少,为此,一般采用导正销与侧刃配合使用,侧刃作定距和粗定位,导正销作为精定位。此时,侧刃长度一般大于步距0.05~1mm,以便导正销入孔时,条料略向后退。在自动冲压时,可不用侧刃,条料的定位与送进靠导料板、导正销和送料机构来实现。
4.托料装置
多工位级进模是依靠送料装置的机械动作,把带料按一定的尺寸送进来实现自动冲压。由于带料经过冲裁、弯曲、拉深等变形后,在条料厚度方向上会有不同高度的弯曲和凸起,为了顺利送进带料,必须将带料托起,使凸起和弯曲部位离开凹模工作面。这种使带料托起的特殊机构称为托料装置,托料装置往往和带料的导向零件共同使用。
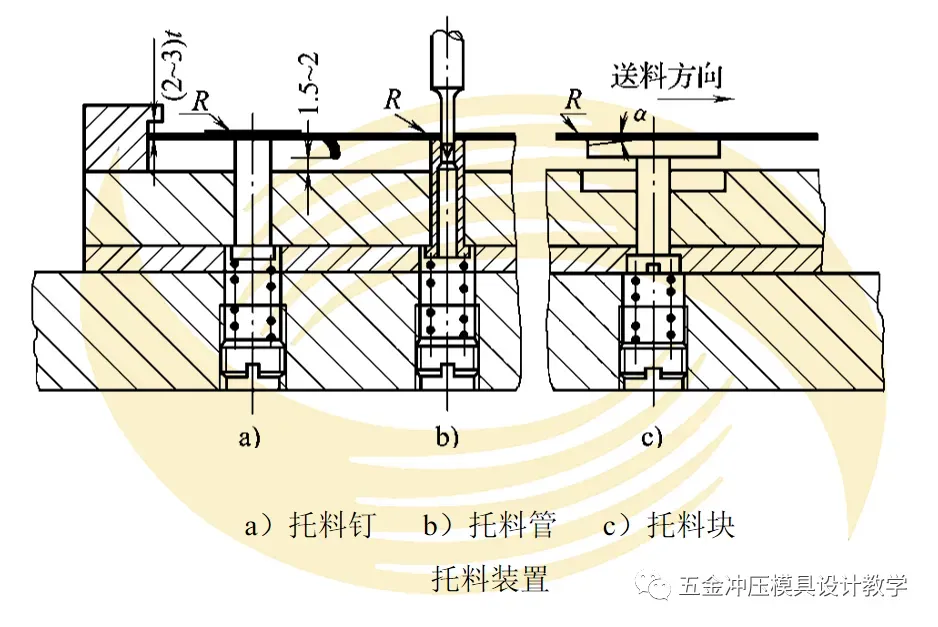
(1)单一托料装置
经常采用的单一托料装置有托料钉、托料管和托料块三种。托料时,托起高度一般应使坯件最低部位高出凹模面1.5~2mm,同时应使被托起的条料上平面 低于刚性导料板下平面2~3倍左右条料厚度,以确保条料顺利送进。
托料钉的优点在于,可以根据情况随意分布,托料效果好,凡是在托料力不大的情况下都可采用压缩弹簧作托料力源。托料钉通常采用圆柱形,在送料方向带有斜度时也可采用方形。托料钉经常是成对使用,并设置在条料上没有较大的孔和成形部位的下方。
托料管设置在导正孔的位置进行托料,它与导正销按H7/h6进行配合,管孔起导正孔作用,适用于薄板料。对于刚性差的条料,应采用托料块托料以免条料变形。
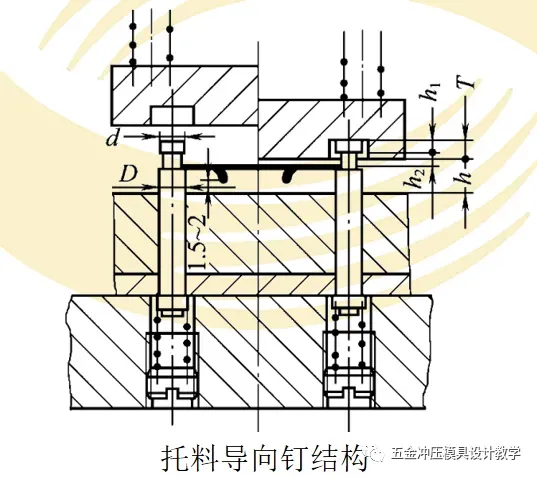
(2)托料导向装置
1)托料导向钉。托料导向钉结构示意如图所示,模具工作时,当送料结束,上模下行,卸料板凹坑底面首先压缩导向钉,使条料与凹模面平齐开始冲压;当上模回升时,弹簧将托料导向钉推至最高位置,进行下一步的送料导向。
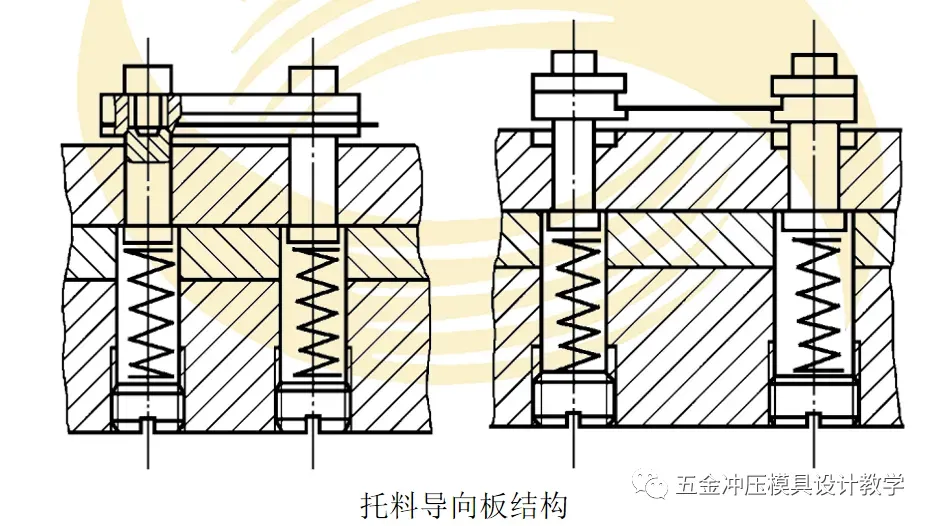
2)托料导向板。托料导向板结构示意图所示。托料导向板由四根浮动导销与两条导轨式导板组成,适用于薄料和要求较大托料范围的材料托起。导轨式导板一般分为两件组合,当冲压出现故障时,拆下盖板即可取出条料。
5.卸料装置
卸料装置是多工位精密自动级进模结构中的重要部件。它不仅用于卸料,还起导正凸模、压平材料的作用。
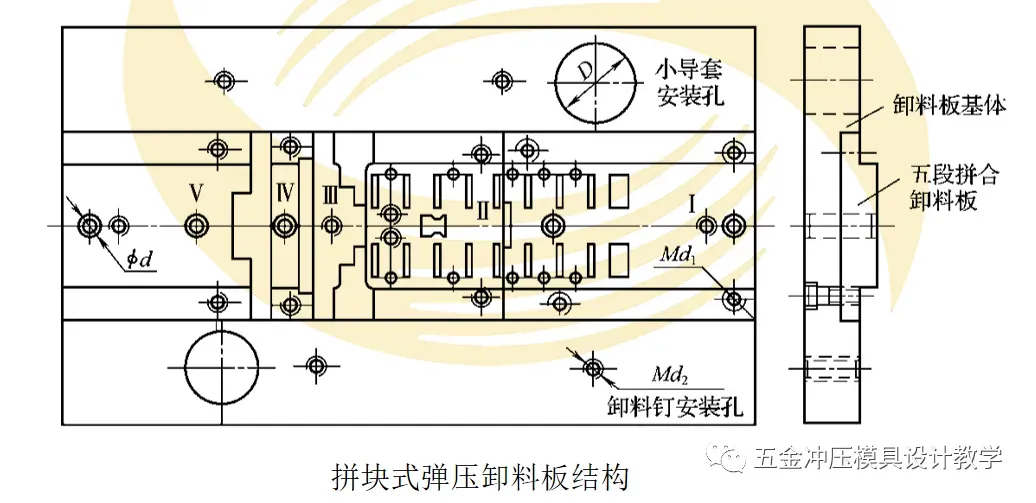
(1)卸料板的结构
多工位精密自动级进模的弹压卸料板,由于型孔多、形状复杂,为保证型孔尺寸精度、位置精度和配合间隙,通常采用分段拼装结构固定在一块刚度较大的基体上,如图所示为其结构示意。
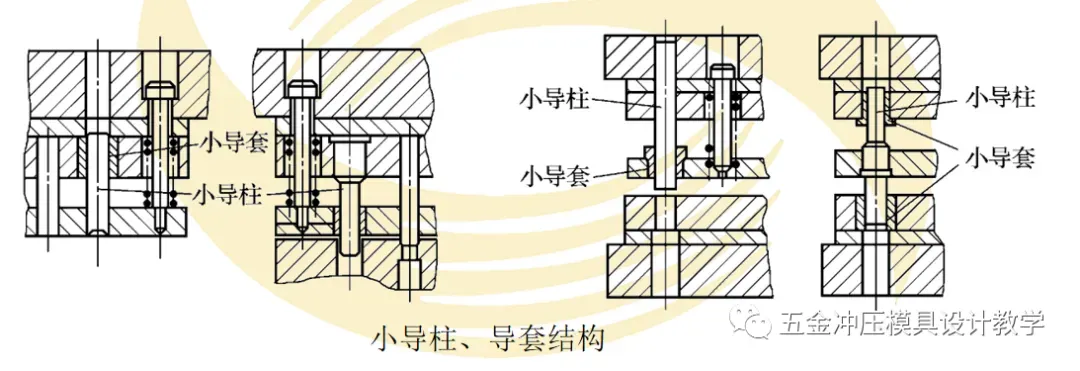
(2)卸料板的导向形式
由于卸料板有保护小凸模的作用,要求卸料板有很高的运动精度,为此要在卸料板与上模座之间增设小导柱和小导套作为辅助导向零件,如图所示。
需要指出的是,当冲压的材料比较薄,且模具的精度要求较高,工位数又较多时,应选用滚珠式导柱导套。
(3)卸料板的安装形式
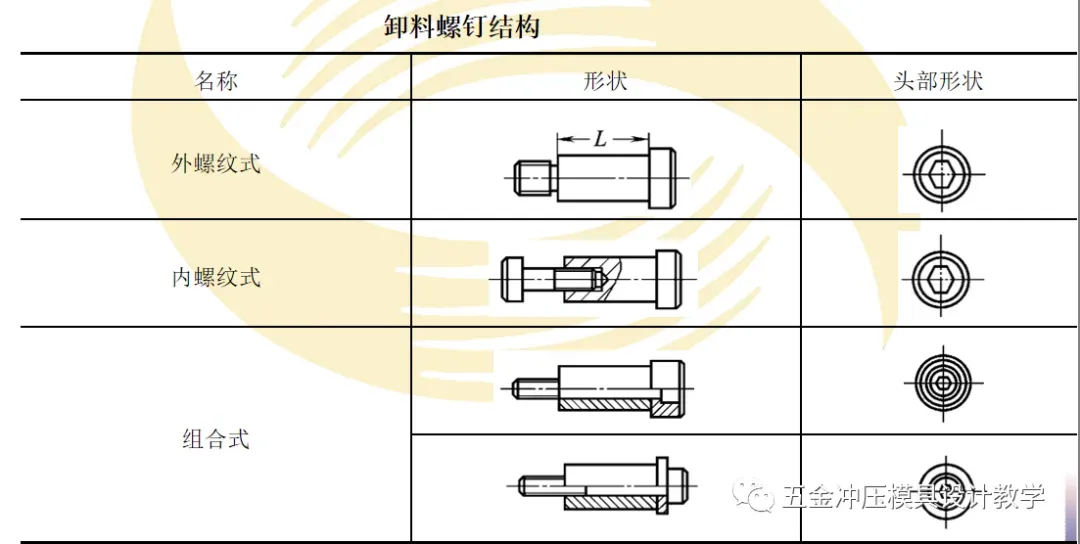
卸料板采用卸料螺钉吊装在级进模上模。卸料螺钉应对称分布,工作长度要严格一致。多工位精密自动级进模使用的卸料螺钉结构见下表。
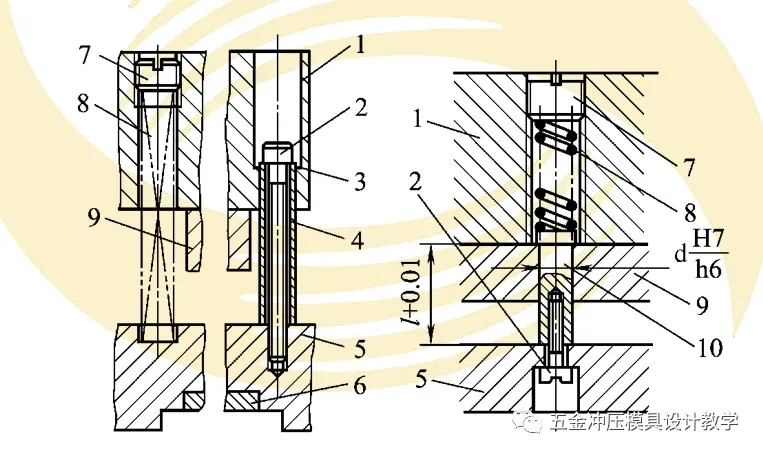
多工位精密自动级进模中常用的卸料板安装结构形式如图a所示。卸料板的压料力、卸料力均由卸料板上面安装的均匀分布的弹簧提供。图b是采用内螺纹式卸料螺钉结构,弹簧压力通过卸料螺钉传至卸料板。
6.限位装置
级进模结构复杂,凸模较多,在存放、搬运、试模过程中,若凸模过多地进入凹模,容易损伤模具。为此,在级进模结构中,安装有限位装置,其结构示意如图所示。
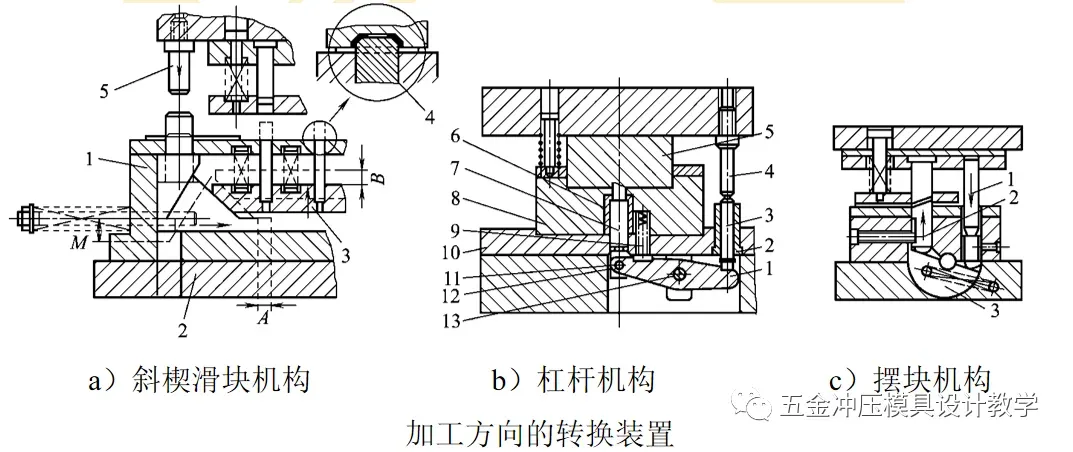
7.加工方向的转换装置
在级进弯曲或其他成形工序冲压时,往往需要从不同方向进行,因此,需要将压力机滑块垂直向下的运动,转化成凸模(或凹模)向上或水平等不同方向的加工。完成这种加工方向转换的装置,通常采用斜楔滑块机构或杠杆机构,其结构示意如图所示。
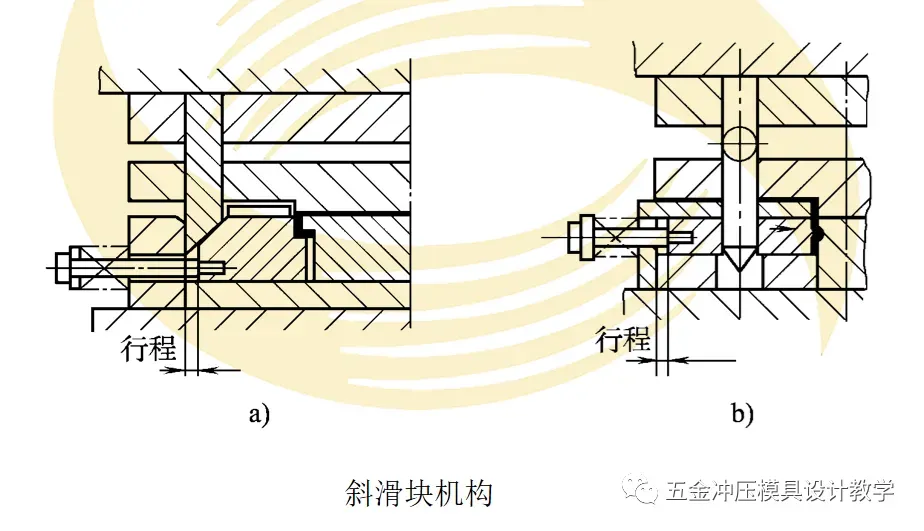
根据需要,还可采用斜滑块机构进行加工方向的转换,将模具的上下运动转换为镶件的水平运动,对制件的侧面进行加工,其结构示意如图所示。
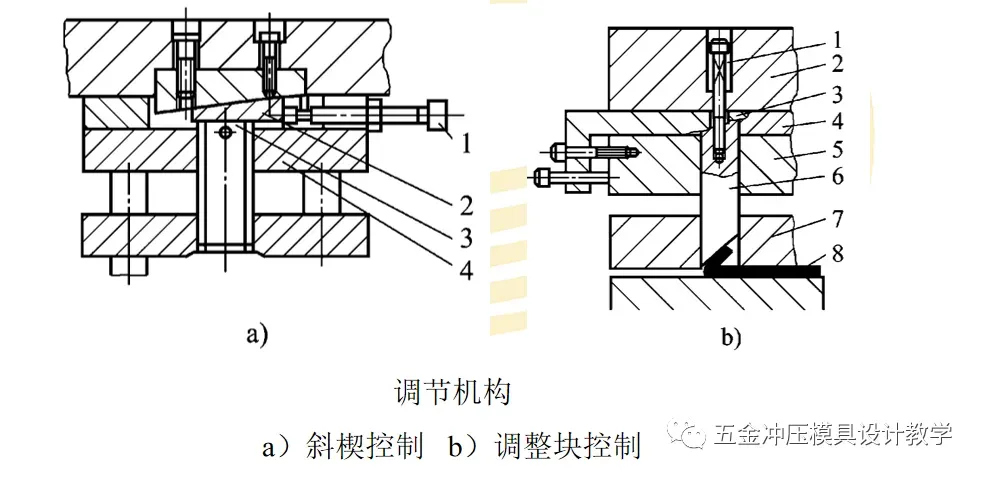
8.调节装置
模具在成形时,需要对成形高度进行调整,特别是在校正和整形时,微量调节成形凸模的位置是十分重要的。调节量太小达不到成形件的质量要求,调节量太大易使凸模被折断。
9.模架
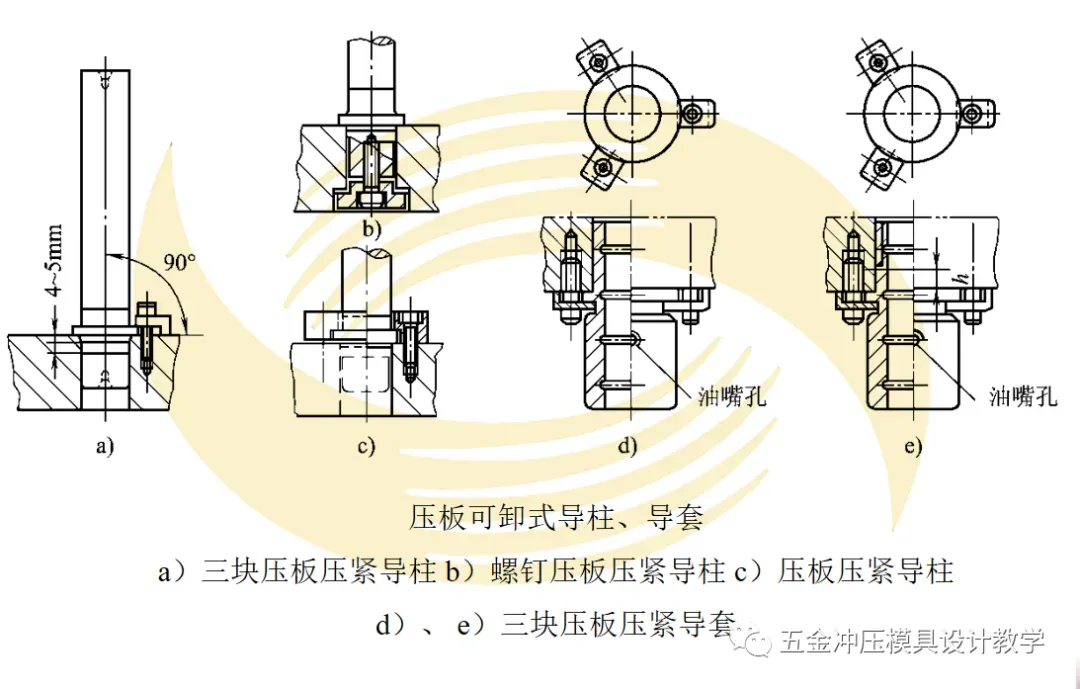
级进模模架要求刚度好、精度高,因此,通常将上模座加厚5~10mm,下模座加厚10~15mm (与标准模架相比)。同时,为了满足刚度和精度的要求,级进模多采用四导柱模架,并经常采用压板可卸式导柱、导套。
 (资料收集于网络,仅供学习分享,如侵权,请联系删除)
(资料收集于网络,仅供学习分享,如侵权,请联系删除)
你们对这如何看,在下面留言大家一起评
模具设计学习咨询:204784466|模具前沿|设计技术|设计视频|设计资讯
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊一下我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。