一、什么叫做浇口
模子里从铁水落下的地方起,一直到铸品本身的进口止,当中铁水流过的路程,它的总称叫做浇口。不管你做的样子的大小和简繁,浇口是少不得的。不过在做便当小件时,浇进模子的铁水少,铸品出毛病的可能性就小,就是坏掉几个,送进炉灶间,工和料都有限。开起交口来,应该尽量的节省铁水,达到减轻成本的目的。可是做麻烦的一点大件,模子很费功夫,浇进去的铁水又多,非常容易生毛病,弄坏一只,报废的话,损失可观。浇口开得讲究下,能够不让浇进的铁水,炉渣或砂灰,混到铸品里面去,只留在浇口内,就是多用掉一些铁水,仍旧合算。
二、浇口的作用
大家都晓得,浇口部分的铁水,开箱后打下来都要回炉,想起来总是越省越好吧。但假使你跑到一般翻砂厂的废品堆里去翻一翻看,你会发现那些被丢掉的,不是有砂眼,或者浇不到,有的起疙瘩,气眼,花样百出。这许多毛病,要完全除掉,不是一个简单的问题。不过仔细的研究一下,在浇口上面动了脑筋,也可以补救一点,做到减少报废品的作用。
三、比较成功的浇口开法
国内外有很多设备好的翻砂厂,曾经历了革新,用在浇口问题上,都说如图的开法比较成功,值得参考。按如图的部位,可分成外浇口,直浇口、横浇口、内浇口四部分。铁水浇进外浇口,由直浇口下流入横浇口,经内浇口到铸品本身。这四部分,应该是什么形状,多大尺寸,怎样开法,现在逐步说明如下:
外浇口:外浇口是铁水进模子的入口,在模子的最外边,要想办法使落下的炉渣或砂灰留在外浇口内,不混到直浇口里去。
1、漏斗形的外浇口。目前翻砂开漏斗形外浇口非常普遍,实在并不是好办法。细心的检查一下,就可以发觉,他至少有两个大缺点:第一,铁水浇的时候,冲力厉害,外浇口和内浇口接头的转角上,砂泥要被冲掉,流进直浇口。第二,漏斗是圆形,铁水在这部分一定打转,落下的炉渣,都被转入直浇口。是“少开为妙”,尤其是大件铸品,更要不得。
2、改良的漏斗形外浇口。漏斗形外浇口做起来很方便,大家用惯了,都喜欢这样做,不妨拿它改良一下。照图的办法,在外交口和直角口接头的地方,加一堆油砂泥心或铁片,上面开细孔,来阻挡炉渣的下落。炉渣既然下去不了,它的比重又比铁水小,就向上浮, 那么除渣的目的便达到了。
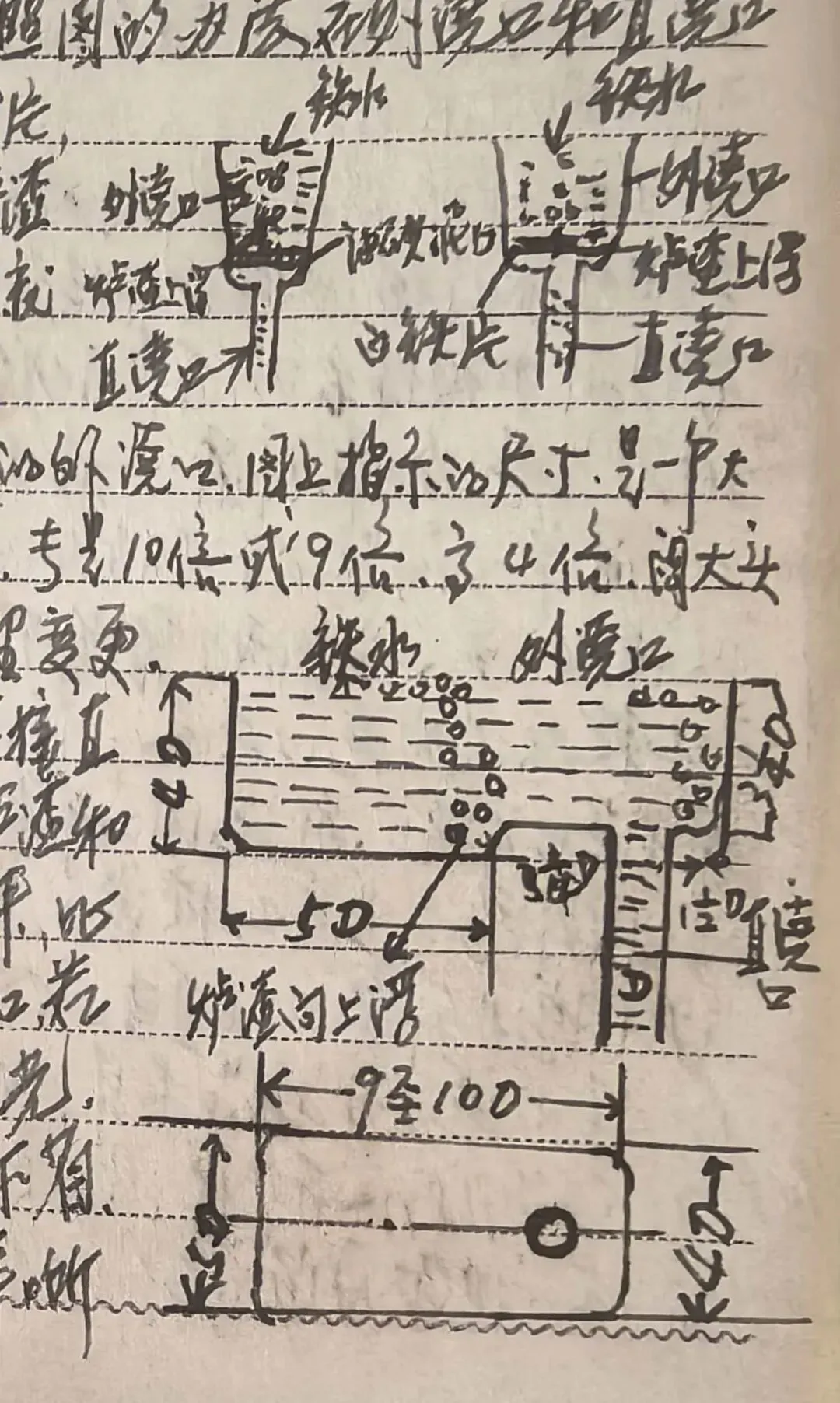
3、合适的外浇口。图所画是最合适的外浇口。图上指示的尺寸,是一个大概的比例,拿直浇口的直径口做标准,长是10倍或9倍,高4倍,阔大头5倍,小头4倍,实际用时可做合理变更。这种外浇口,铁水落下的方向,是对着不接直角口的一边。它的好处,是让浇进的炉渣和冲落的砂灰,有充分的机会浮到上面来,比较干净的铁水,流下直浇口。这种浇口,若是先做一个木头样子,开起来既快又光,表面结实。若用手挖也行,但功夫并不省,表面又毛糙,砂泥容易被铁水冲掉。
四、内浇口与横浇口
连接位置的决定。内浇口最好不要开在横浇口的尖头上。若是在横浇口的头上空出一寸以上的地位,随铁水向下的炉渣或砂灰,就有了容身的地方,就会重留下来,能够不进铸品,所费的铁水更不多,而好处却非常明显。
内交口和横浇口接头地方的角度问题。谈到内浇口和横浇口接头角度,现在拿铁水在横浇口和内浇口里流动的方向来推。这两个方向的夹角,如果比90度小,流进横浇口的炉渣或砂灰,有顺势流入内浇口的危险,夹角如宽(?)8、9度或大于90度,所有的炉渣或砂灰,留在横浇口里的可能性就大。
内浇口不要开在横浇口顶上。我们知道炉渣或砂灰总是浮在铁水面上的,假如把内浇口放在横浇口顶上,会造成炉渣灰和砂灰混入的机会。若是开在中部或底下,就减少了这种危险性,况且内浇口恰恰开在分箱线(?)下面,是很容易开的。横浇口至少要高出内浇口4倍的高度才行。
内浇口的长短。内浇口应该尽量开得短些,因为开得很长的时候,进入铸品的铁水就有冷凝的现象,可能发生浇不到的现象,确实是短些比较好。
内浇口切面面积。内浇口切面总面积,不希望比横浇口的切面面积大,但可以相等。内浇口面积的计算,是指两者接头的地方。第一,根大头小的内浇口,从内浇口进入铸品的铁水,有喷射现象,这种喷出的细粒铁的铁水小珠,不和其他铁水融合,包在里面,单独存在。有很多经过加工的铸品,发觉里面有小铁子,就是这种毛病。第二根头同大,就能减少喷射所造成的不良后果。第三,根小头大,铁水在内浇口里,由小处流向大处,自然平稳得多,可得到更好的效果。
五、直浇口、横浇口和内浇口的相对位置
内浇口开好几道的目的,当然是希望到时让铁水进入铸品,使铸品能够不受浇口的影响而出毛病,要怎样才做到?请看下面试验的结果。
1、直浇口开在横浇口中间,同时内浇口的切面面积比横浇口的切面面积大。这样的情形下,铁水由直浇口送入横浇口,就奔向两头,灌满了横浇口之后,大量的铁水,再从离直浇口顶远的内浇口流入铸品,在直交口近旁的内交口,是不发生多大作用。同时铁水在铸品里,是旋涡式的流动,铁水流动的方向既不一致,容易将炉渣混入,这也是引起铸品报废的原因。
2、直浇口移向横浇口的一头,内浇口的切面总面积仍不改变,和上面的一样,直浇口移向横浇口一头之后,离直交口的第2道内浇口,先进铁水,但大量的铁水还是借道离直浇口最远的内浇口,铁水在铸品里的流动,照样是漩涡式的,在铸品内铁水相当清的时候,这种现象在缓和些。因为在普通情形之下,内浇口开在铸品的底部,铁水灌进去的时候,先冲清铸品底部,逐渐上升至铁水顶部,所以外浇口的高度必须高于铸品的最高部。在铸品内铁水相当清的时候,铸品内部产生相当的压力,因此就减少铁水流动的混乱现象。
3、直浇口仍旧在一头,找内浇口的切口总面积改小,和横浇口的切面面积一样大。照这样的改法,铁水虽然还是从离直浇口最远的内浇口流入铸品,可是不多一会儿,所有的内浇口就同时平稳的送入铁水了。更好的现象是铁水在铸品里的流动,已不是漩涡式的,而是滚动式的。漩涡式的方向不大一致,所以相当混乱。滚动式的流动,撇嘴的方向是一致的,这可就减少了铸品浇坏掉的数量。
4、把内浇口改成斜的。内浇口的切面总面积和横浇口的切面积同大。这样可以做到所有的内浇口差不多,同时更平稳的让铁水流进铸品,不过离直浇口最远的内浇口,还是送最多的铁水。
六、内浇口开法的实例
上面只说了一种浇口应当注意的是哪些地方,但不见得每种东西都适用这种办法,现在再举几个实例,找出适当的开法,安排浇口,使铸品均匀的冷下来。
甲、活塞圈是很不容易浇好的。如果浇口放在活塞圈的一头,则那一头就先冷了,当中慢冷了,而浇口根还是热的。如果把浇口放在当中,则两个头先冷了,两边慢冷了。以上都是由于铁水冷凝的速度差得很远,结果造成了先冷的地方硬,慢冷的地方软。没有把浇口放在活塞两个头,当中放一冒口,这样铁水浇过去,冷凝的速度快慢比较均匀,更易成功。
乙、平板。如果把浇口放在平板的一头,则另一头先冷,当中慢冷,而浇口附近是热的。如果把浇口开在平板的两头而近边,则铁水的流向很乱。只有开在平板的两头比较好。
丙、厚薄不均的铸品。各类铸品,内浇口最好放在切面比较薄的地方,并且开的很宽很薄。让较冷的铁水,供给切面厚的地方,同时再在厚处加上冒口,就可以减少缩孔的存在。为什么呢?铸品薄的地方冷却起来较快,由于热胀冷缩的关系,所以他要在教热的地方吸取铁水,流过厚处冷得较慢,所以在它冷却的时候,铁水不能不够,于是缩孔就发生了。所以在厚处加上冒口,冒口里充满热的铁水,如在厚处铁水不够,就从冒口里吸取铁水,因此厚处就不会有缩孔发生了。内浇口开的宽薄,还有使铁水平稳进入铸品的优点。
七、尽量让浇口分开来
莲蓬型冒口的采用,就是一个把内浇口尽量分散开来的实例。它的好处,是减少铸品冷热不匀的现象的可能性。像图里所浇是的大圆筒,要求冷热调匀,莲蓬型浇口是适用的。图上加高的原因,是让炉渣或砂灰等等杂质浮在面上,开箱后再割去,铸品比较靠得住。
八、用“割渣浇口”阻挡炉渣和砂灰混进铸品
甲、进铸前的铁水先经过圆形的冒口。铁水在进铸品之前,先经过冒口,冒口是圆形,铁水由浇口流入冒口是切线的方向,如此可使铁水在冒口的流动的方向是旋涡式的,所产生的离心力,就使得较轻的炉渣,砂灰等杂质跟着旋转的方向,集中在冒口的中央,不流进铸品里去。
乙、鹅颈式的搂(?)渣浇口。鹅颈式的浇口,也有搂渣的功效。普通浇品制的汽车活塞,硬搂浇筑的,就可用这种式样,足够完成除渣的目的。
丙、闸门搂(?)渣浇口。外浇口加用油砂泥心,割除炉渣很有功效,用的地方很多。
九、怎样使铁水进入铸品既均匀又平静
这与内浇口的位置很有关系,现在举例子来做实测,逐一来说明:
甲、内交口对准撑档。内浇口对准撑档有两种不同情形,一种有接渣冒口,一种没有割渣帽口,当然有接渣冒口比较好,可是都有铁水进铸品三路流乱的毛病,这毛病是铸品报废的主要原因。
乙、切线方向的内角口。圆形铸件,开切线方向内浇口,能使铁水很有规律的流动,当然有好结果。不过对内浇口的切面面积,要特别注意。弄得不巧铸品年内的入口铁水,有喷射现象,结果有小铁子走在最前面,冷得很快,更不会和邻近铁水融合,一经加工,结果造成废品。
丙、内浇口开在两根撑挡的当中。把内浇口移在两根撑档中间,浇起来情形不错。铁水进了铸品,分成两路,灌满了外圆之后,差不多在同一个时间,经六根撑档内向中流。这样的结果,铁水既均匀又平稳,在冷凝的过程中,快慢一致,色彩相同,软硬一样。如在内浇口之前,再加一个搓渣器(?),就更好了。
十、不要让铁水冲坏模子及泥心
有泥心的模子,开起浇口来,最好让开泥心的地方,可以减免冲坏泥心的危险。
十一、结论
上面大概说明了浇口应当怎样开,放在什么地位,为何要这样做,开浇口最好能做到下面几点:
1、尽量让铁水在模子里冷得一样快。
2、进铁水的内浇口能多开几道,就多开一点。
3、想办法让落下的炉渣或砂灰等杂质,留在浇口里。
4、不要让铁水冲坏模子或泥心。
5、设法使铁水在模子里流得既平又匀,不要透。