1.《中华人民共和国药典》(2025年版)第四部 通则
9622 药品包装材料通用要求
9623 药品包装材料与药物相容性试验指导原则
2. YBB 00152002-2015《药品包装用铝箔》
3. YBB 00182002-2015
《聚氯乙烯/聚乙烯/聚偏二氯乙烯固体药用复合硬片》
4. GB/T 15171-2023 《软包装件密封性能试验方法》
【规定了密封性能的试验方法
包括染色渗透法等检测手段
是评价包装是否泄漏的基础标准】
5. ASTM F88/F88M-21 《软包装材料密封强度的标准试验方法》《Standard Test Method for Seal Strength of Flexible Barrier Materials》
备注:国际最通用的热封强度测试方法标准,技术细节非常详细。
一、热封是啥?其实就是“塑料焊接”
想象一下,你在家用电熨斗把两片塑料烫在一起——铝塑包装的热封差不多就是这个道理,只是更精密、更可靠。
包装结构:
铝箔(最外层,防光防潮)
↓
粘合层(胶水)
↓
塑料(PVC或PVDC,直接接触药片)
↓
药片就待在这个“塑料小坑”里
热封过程:加热板(温度控制精准)压在铝箔和塑料底板上,通过热力+压力+时间,让塑料微熔后重新固化,形成一道“焊接缝”。这道缝就是药品的“密封铠甲”,既要封得住(不漏气不漏水),又要撕得开(患者能轻松取药)。
二、为什么要测强度?三个现实问题
漏气了怎么办?
潮气钻进→药片吸湿→药效下降甚至变质
氧气钻进→某些药物氧化失效
漏了→微生物可能进入
太结实了怎么办?
老人家手指没力气,抠了半天打不开
一用力,药片“砰”一声弹飞了
撕得乱七八糟,铝箔碎屑可能掉出来
时好时坏怎么办?
这批好好的,下批就漏了
一板药里,有的泡罩紧,有的松
夏天生产的好,冬天生产的差
所以,热封强度必须在“黄金区间”:不能太弱(会漏),不能太强(撕不开),还要稳定(每批每板都差不多)。
三、怎么测?实验室版“撕开检查”
3.1 测试设备:一台“温柔的拉力机”
STH-3铝塑板热封强度试验仪|铝箔袋热封测试仪
3.2 测试步骤:四步搞定
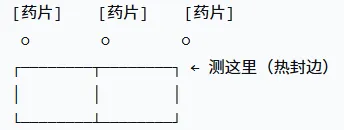
第一步:取样——从哪里撕?
一板药有N个泡罩(装药的小坑),我们测的是“坑与坑之间的连接桥”
——取3-5个位置(边角、中间都要有)
——用剪刀或裁刀切下15mm宽的一条“桥”
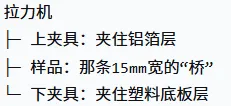
第二步:夹装——怎么固定?
关键:夹得要正,不能歪;夹得要牢,不能滑。
第三步:开拉——慢慢撕开
机器以恒定速度(通常是100-300mm/分钟)向上拉
相当于你用两只手,慢慢地、均匀地把包装撕开
机器全程记录“用了多大力”
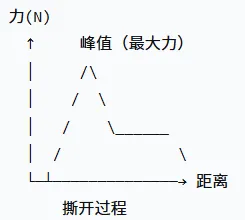
第四步:看结果——听机器“讲故事”机器会画一张“力-距离”曲线图:
——峰值力:撕开瞬间的最大力(单位:牛顿N)
——平均力:整个撕开过程的平均力
——曲线形状:能看出是“脆性断裂”(啪一下断开)还是“韧性断裂”(慢慢拉开)
3.3 测试中的“坑”要避开
样品切歪了→结果偏低
夹歪了→结果不准
拉太快了→结果偏高
环境太冷/太热→塑料性能变化,结果波动
四、合格标准:多少算“刚刚好”?
4.1 行业共识的“黄金区间”
(注:N/15mm的意思是:撕开15mm宽的热封边需要的力)
4.2 不同产品的“个性要求”
| | |
|---|
| 普通片剂/胶囊 | | |
| 需要高防潮的产品 | | |
| 老年用药 | | 必须易撕,宁可偏低 |
| 泡腾片等特殊剂型 | | |
4.3 不只是“达标”,更要“稳定”
三个关键指标:
平均值合格:比如测5个点,平均在1.8 N/15mm,在1.0-2.5之间→合格!
单点不超限:5个点每个都在范围内→合格!
波动要小:5个点的数值是 1.7, 1.8, 1.9, 1.8, 1.8(很好)不是 1.2, 2.4, 1.1, 2.3, 1.5(虽然都合格,但太不稳定,工艺有问题)
五、测试数据背后的“工艺秘密”
热封强度就像工艺的“健康指标”,能告诉你:
5.1 如果强度太低(<1.0)
可能的原因:
温度不够:“熨斗”没烧热,塑料没熔透
压力不足:压得不够紧,虚焊
时间太短:刚压上就抬起,没焊牢
材料问题:铝箔涂层不好,塑料配方有问题
设备问题:加热板不平,局部温度低
5.2 如果强度太高(>2.5)
可能的原因:
温度太高:塑料熔过了,焊得太死
压力太大:压得太狠,材料都挤变形了
时间太长:焊的时间太久
材料问题:塑料太“韧”,不易撕
5.3 如果强度不稳定(忽高忽低)
可能的原因:
设备波动:温度控制不稳,时高时低
材料不均:这批铝箔好,下批差
操作问题:换班后参数调得不一样
模具磨损:用了太久,有的位置压不实了
六、企业的实战建议
6.1 建立你的“热封档案”
对每个产品,记录:
产品A热封档案:
——标准范围:1.2-2.2 N/15mm(注册批准)
——内控范围:1.5-2.0 N/15mm(自己控更严)
——最佳工艺点:温度XX℃、压力XX N、时间XX秒
—— 历史数据:过去12个月平均值1.78,标准差0.12(很稳定)
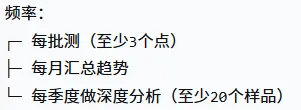
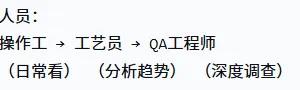
6.2 日常监控“三明治法”
6.3 遇到问题“四步排查”
强度异常 → 第一步:立即复测(排除检测误差)
→ 第二步:查工艺参数(温度压力时间变没?)
→ 第三步:查材料批次(换供应商了?换批号了?)
→ 第四步:查设备状态(模具脏了?加热板坏了?)
七、一个思考:测试的局限性
热封强度测试是破坏性检测(测完样品就废了),而且是离线检测(生产完拿到实验室测)。这带来两个问题:
抽样风险:测的这几个点,能代表整批几十万板吗?
滞后性:测出问题时,这批药可能已经生产完了。
未来的方向是:
在线监测:在生产线上实时监测温度、压力
无损检测:用超声波、红外成像等技术,不破坏包装就能评估密封性
大数据预测:积累足够数据后,通过工艺参数就能预测强度
八、最后的话
热封强度测试,看似只是实验室里“撕撕包装纸”的小事,实则关系到:
药品能不能存得住(密封性)
患者能不能打得开(易撕性)
工艺稳不稳定(一致性)
一个好的热封工艺性能指标,应该是:
机器生产时轻松实现
储存运输时坚不可摧
患者用药时一撕就开
这就是制药人的匠心所在——在你看不见的地方,把每一个细节都做到“刚刚好”。
下次你打开一板药时,可以感受一下那个撕开的力道。不轻不重,顺滑干脆,那背后是一整套精密控制的技术和无数次严谨测试的积累。


 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
