对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
螺栓螺纹疲劳裂纹检测方法与焊接基础
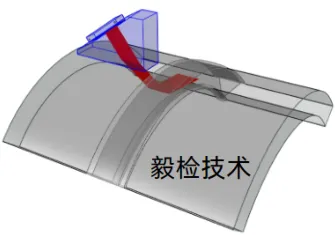
- 螺栓螺纹疲劳裂纹检测需根据有无顶针孔选择探头数量,通过声束交叉覆盖实现无盲区扫查,裂纹会导致反射波形不对称。
💡 核心结论:
- 提升检测微小裂纹能力的关键在于使用复合晶片制作的高灵敏度小角度纵波斜探头。
- 焊缝超声检测的核心是识别危险性高的面积型缺陷(裂纹、未熔合、未焊透),检测范围需覆盖焊缝、熔合区及热影响区。
螺栓螺纹裂纹检测方案
检测条件 | 探头选择 | 扫查范围与覆盖策略 |
带顶针孔 | 三种小角度纵波斜探头 | 声束交叉覆盖,实现25-121mm无盲区 |
不带顶针孔 | 一种小角度纵波斜探头 | 单探头即可实现声束交叉覆盖 |
探头移动 | 沿螺栓直径方向 | 每旋转≤5°,完成一个行程 |
探头前沿 | 尽量短 | 受限于螺栓端头截面小 |
压电晶片 | 圆形优于方形 | 椭圆形声场更利于覆盖圆弧反射面 |
裂纹识别与波形特征
检测能力与提升
焊接基础与缺陷类型
焊接接头与坡口形式
焊接缺陷分类与危险性
围绕螺栓螺纹疲劳根部的检测以及焊缝超声波检测展开,详细讲解了螺栓检测方法、探头选择、检测系统要求,以及焊缝焊接方法、接头形式、坡口形式和常见缺陷等内容,为相关检测工作提供了理论和实践指导。内容如下:
螺栓螺纹疲劳根部检测
检测背景与范围
螺栓状态分析:在役螺栓很多端头固定在混凝土里,如风力发电塔筒地脚螺栓,固定螺栓的螺母、弹簧垫及钢结构件不能拆卸,受力部位螺纹被阻挡,检测面只能选在螺栓端头。
检测范围确定:以游乐设施螺栓为例,螺栓端头 25 毫米范围内螺纹不受力不考虑检测,37 + 37 + 15 + 32 = 121 毫米范围内的螺纹受力,可能出现疲劳裂纹,是检测重点。
探头选择与检测方法
探头规格与折射角度:采用多种规格的小角度纵波斜探头分段检测,以有机玻璃材质作为斜楔的小角度纵波斜探头,有用纵波入射角表示,也有用纵波折射角度表示,不同折射角度对应不同 K 值。
检测面与入射点:检测面选择在螺栓端头 CD 或 AB 这两个 20 毫米的范围,入射点距离螺栓 A 侧面、D 侧面及顶针孔左右边缘均为 5 毫米,移动范围在 AD 内顶针孔两侧各 10 毫米。
探头扫查范围:用纵波折射角度 10.9 度的探头,入射点距离 A 侧 5 毫米时,能扫查到深度 25.9 毫米;入射点距离 A 端 15 毫米时,可扫查到深度 77.7 毫米。选用折射角度 22.2 度的探头,扫查深度从 76 到 100.5 毫米。选用折射角度 17.5 度的探头,在不同入射点可实现与其他探头的声束交叉覆盖,三种探头可将 25 毫米到 121 毫米的螺纹长度范围全覆盖。
检测系统要求
仪器性能:仪器应具备纵波斜探头双孔法检测系统调整的功能,多数小角度纵波斜探头不能用 ES 块进行检测前的声程基线校准,需用双孔法。
探头选择:螺栓端头截面小,扫查范围受探头前沿限制,应选用前沿尽量短的探头,探头压电镜片直径与螺栓螺纹长度有关,可参考对应表格选择。圆形镜片制作的斜探头声场为椭圆形,利于覆盖圆弧形反射面。探头频率应大于 1 MHz,纵波折射角应依据被检螺栓的螺纹长度与探头入射点范围尺寸通过正切三角函数计算得出。
试块选择:扭矩试块应选用与被检螺栓材质、螺纹深度相同的螺栓制作,模拟试块的螺纹长度应大于被检测螺栓螺纹最大长度。可采用纵波斜探头微波高度法(幅值法)调节检测系统。
螺纹缺陷识别
模拟试块制作:制作直径 Φ 46 毫米,螺纹长度 221 毫米,螺纹深度 1.5 毫米的模拟试块,在距离螺栓端头 110 毫米附近 12 点、3 点、6 点、9 点位置分别制作弧长 9 毫米、7 毫米、5 毫米、4 毫米,深度 1.5 毫米、1 毫米、0.8 毫米、0.5 毫米的线切割裂纹。
反射回波识别:无裂纹时,螺纹反射回波波形左右基本对称;有裂纹时,反射回波形状变化,裂纹反射回波幅度高于无缺陷位置的螺纹反射回波,且左右不同深度螺纹反射回波不对称,右侧幅度明显低于左侧。随着裂纹深度减小,裂纹反射回波与螺纹反射回波的信噪比降低,但仍可识别裂纹缺陷。
结论:螺栓检测能有效发现最小深度裂纹的能力与超声波波长有关,发现 0.5 毫米深度裂纹有把握,采用复合晶片制作小角度纵波探伤探头可更有效发现深度小于 0.5 毫米的裂纹,提高检测的信噪比和灵敏度。
焊缝超声波检测
焊接方法与特点
熔焊:利用电能或其他能量产生高温,使被焊接金属和焊条填充金属形成熔池,经过冶金反应后冷却,将两个工件结合在一起,如焊条电弧焊、埋弧焊等。
焊条电弧焊:手工操纵焊条,焊条由焊芯和药皮组成,焊芯可作为电极和填充材料,药皮分解产生气体保护熔融金属,起到脱氧脱硫、渗入合金元素等作用。
埋弧焊:利用焊剂做保护层,电弧在焊剂层下加热融化金属,通过电气和机械装置控制送丝和移动电弧,主要用于碳素钢、低合金钢、耐热钢及不锈钢焊缝的水平位置焊接,在锅炉、压力容器、压力管道制造和船舶制造中应用广泛。
气体保护焊:利用氩气或二氧化碳作为保护气体,氩弧焊常用于薄板或管子的全方位焊接和堆焊,以及锅炉及压力容器重要受压元件焊缝根部的打底焊;二氧化碳气体保护焊在锅炉压力容器制造中逐步取代焊条电弧焊。
焊接接头形式
对接接头:常用于一级、二级、三级焊缝检测。
搭接接头:焊缝主要形成在特定位置,易出现未熔合缺陷。
角接头:一般不用于重要场合,若应用需打坡口,否则可能出现水平方向位移。
梯形接头:腹板侧需打不同形式的坡口,如半 V 型或半 X 型,否则会出现一定问题。
焊缝坡口形式
I 型坡口:适用于工字形焊管、螺旋焊管及壁厚较薄的直缝焊管,常采用内焊外焊同时进行。
V 型坡口:常用于钢管对接焊缝,焊接厚度一般不大。
X 型坡口:有对称和不对称之分,球罐常采用不对称型焊口。
U 型坡口:适用于厚度较厚的焊接,便于焊接。
复合坡口:上下坡口形式不同,如半 V 型缝、K 型缝(半 X 型焊)等,在钢结构插入式管座角焊缝、安放式管座角焊缝超声探伤中常见。
不等厚坡口:左右两侧母材厚度不同,在碳钢焊接中常见。
焊接接头各部位名称:以 V 型焊口为例,开口面为表面,下部为背面,坡口角度指两个坡口之间的夹角,钝边高度常见为 2 毫米,对焊间隙(钝边之间的间隙)高度和宽度一般为 2 毫米。上焊缝余高的半宽对超声波探伤有影响,焊缝余高一般要压住坡口两侧各 2 毫米。检测区包括焊缝填充区域、左右两侧封头表面、热影响区内部区域及焊缝根部。
焊接接头常见缺陷
裂纹:分纵向、横向、放射状(密集裂弧坑)、枝状等,热裂纹在高温阶段产生,分布于焊缝、融合区、热影响区,断口有氧化物;冷裂纹在室温阶段产生,常发生在高强钢或中高碳钢上,受材料性能、应力集中、过硬组织或清脆等因素影响。
孔穴:包括气孔、结晶缩孔、弧坑缩孔等,弧坑缩孔一般出现在焊缝表面,气孔和结晶缩孔可在焊缝内部。
夹渣:分非金属夹渣(如焊药皮、溶剂、氧化物等)和金属夹渣。
未焊透及未融合:是焊接接头中较为危险的缺陷。
焊接形状和尺寸不良:如咬边、缩沟下塌、焊瘤、错边、烧穿、未焊满等,错边量较小时可接受,较大时对超声波探伤有影响。
其他缺陷:如电弧擦伤和飞溅,对焊接强度影响较小,但会影响耦合。
缺陷检测与探伤要求
检测重点:重点检测裂纹、未融合、未焊透等面积型缺陷,气孔、夹渣等体积型缺陷危险性相对较小。
探伤方法:纵向裂纹探伤时探头与裂纹长度方向垂直,横向裂纹探伤时需倾斜扫查,且现阶段要求将焊缝余高磨平,使横向缺陷与传播方向垂直或近似垂直,实施难度较大。
再热裂纹注意事项:焊接接头返修时可能出现再热裂纹,复检时需谨慎。