对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
轴类与筒形锻件超声波探伤技术讲解
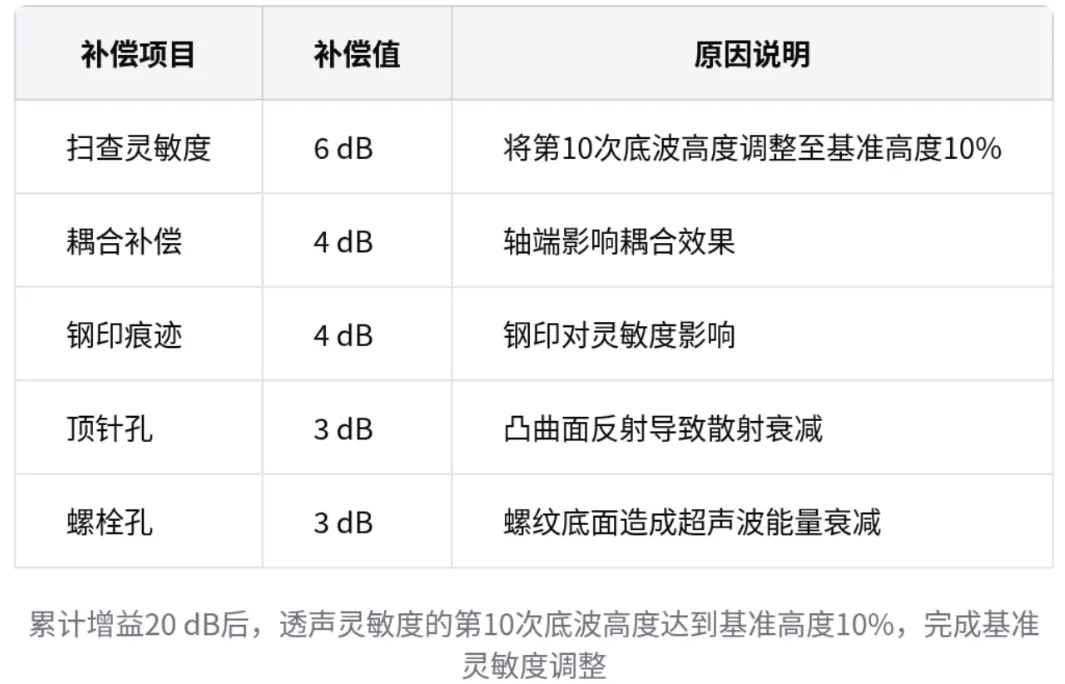
- 轴类锻件探伤需根据端面状况(钢印、顶针孔、螺栓孔)精确补偿灵敏度,累计增益可达20dB
💡 核心结论:
- 筒形锻件因冲孔工艺,缺陷种类较少,探伤相对简单,但必须遵循先纵波后横波的检测顺序
- 探伤实践需紧密结合超声波基础理论,避免仅凭经验盲目操作,如案例中频繁更换探头频率而未考虑声压往复透射率
轴类锻件探伤系统调整
检测系统 | 调整方法与关键点 | 灵敏度调整影响因素 |
纵波径向检测 | 使用透声灵敏度试块 | 钢印补偿4dB,顶针孔补偿3dB |
横波外圆轴向检测 | 参考钢管对接焊缝校准方法 | 根据轴径与试块匹配情况制作专用试块 |
横波外圆周向检测 | 采用回归高度法调整基准灵敏度 | 近表面区域小,使用人工线切割槽模拟裂纹 |
小角度纵波斜探头检测 | 按折射角选择试块人工裂纹 | 将裂纹反射波调至基准高度80% |
筒形锻件探伤特点与方法
筒形锻件缺陷特点
检测方法选择
横波探伤注意事项
案例分析与基础理论
不锈钢筒形锻件探伤案例
问题分析与理论依据
围绕轴类锻件和筒形锻件的超声探伤展开,详细讲解了探伤检测系统调整、缺陷分析、探头和试块选择等内容,并通过思考题和案例分析加深理解,内容如下:
轴类锻件探伤检测系统调整
纵波径向检测系统
通用部分参考:纵波径向检测系统调整在通用部分已讲过,不再详细讲解。
纵波轴向检测系统:参考通用部分 4.3.1 条款完成单晶中波直探头检测系统调整。轴两侧端头的钢印用于标识规格、型号等信息,轴表面不准刻字以避免应力集中。轴端的顶针孔用于机加工,螺栓孔用于安装轴温监测设备。
探伤方法:在轴端部位使用小角度的纵波斜探头对 R 部位探伤,从轴端向另一端做透声性能实验检测轴心部位可能存在的四种密集缺陷。超声灵敏度试块长度取被检轴长度的 1/10,将第 10 次底波高度调整至基准高度 10%,增益 6 dB 作为扫查灵敏度,再根据轴端情况进行耦合补偿和钢印、顶针孔、螺栓孔等因素的增益补偿,累计增益 20 dB 后完成基准灵敏度调整。
外圆轴向横波检测系统:采用与检测钢管对接焊缝相同的校准方法,用圆弧法校准,扫描基线测试探头配置前沿。根据被检轴直径与试块横通孔深度关系,利用横通孔制作横波距离波幅曲线作为基准。若轴直径大于试块或材质不同,需制作专用对比试块。
外圆周向横波检测系统:检测轴的近表面区域,因区域小难以设置不同深度测试孔,采用在试块上做人工线切割槽模拟外壁纵向裂纹,用回归高度法调整基准灵敏度。
小角度纵波斜探头检测系统:按照选用探头的折射角度,将探头放置在图 4 试块右侧立面,向 TZS - R2 试块上表面或下表面发射超声波,找到相应长度位置的人工裂纹,将反射回波高度移到基准高度 80%,作为检测轴类锻件提高裂纹检测灵敏度的方法。
筒形锻件超声检测特点与方法
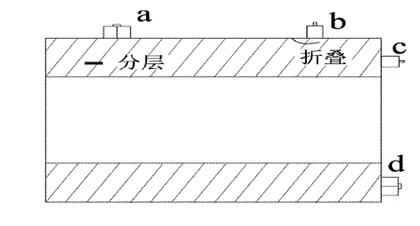
锻造工艺与缺陷种类:筒形锻件先墩出后冲孔,再滚压,冲孔去除了轴心部位可能存在的缩孔、疏松、空心、夹杂、白点等缺陷,因此筒形锻件可能存在的缺陷种类为折叠、分层、内外表面横向与纵向的裂纹以及埋藏缺陷,探伤相对轴类锻件更简单。
探伤方法选择及注意事项
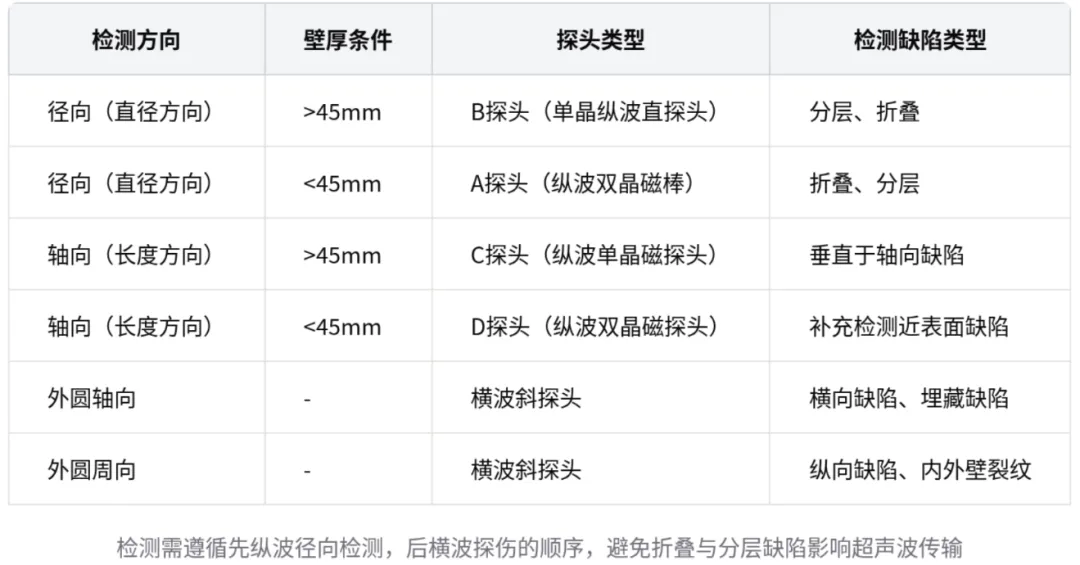
壁厚与探头选择:壁厚大于 45 毫米时,用 B 探头单晶纵波直探头检测分层折叠;壁厚小于 45 毫米时,用 A 探头纵波双晶直探头检测折叠和分层缺陷。沿筒形锻件长度方向探伤时,长度大于 45 毫米用 C 探头纵波单晶直探头检测,长度小于 45 毫米用 D 探头纵波双晶直探头补充检测。
横波检测:筒形锻件可能出现垂直于轴向方向的内外表面横面缺陷以及埋藏缺陷,采用横波外圆轴向检测;平行于轴线方向的内外表面纵向缺陷以及埋层,采用横波外圆周向检测。
探头折射角度选择:制造与再役筒形锻件外圆周向探头检测纵向与埋层缺陷时,要重点注意主声束折射角度的选择,根据筒形锻件内外径之比判断是否满足横波探伤条件,确定横波最小折射角度和最大折射角度,计算选用探头的折射角度。
检测顺序与系统建立
检测顺序:对筒类锻件实施超声检测时,必须先进行纵波径向检测,再进行横波探伤,避免折叠与分层缺陷影响超声波传输。
检测系统建立:检测系统由仪器、探头、试块组成。仪器应具备单双晶纵波直探头检测功能、横波圆弧法和横波外圆双弧法检测功能。探头选择要考虑孔径、表面曲率、耦合条件等因素,参考轴类锻件探伤探头选择规律。试块选择根据筒形锻件壁厚和直径不同,分别使用 CS - 3、CS - 4、CS - 2 系列试块以及 SGB、GS、CSK - 1A、CSK - 2 - 1 型标准试块等。
探头要求
频率:外圆周向曲率横波斜探头检测内外壁疲劳裂纹,频率应选择高值以利于发现微小缺陷;外圆轴向曲率横波斜探头检测内外壁横向缺陷,频率也应选择高值。
曲率半径:探头带曲率半径与筒形锻件外壁距离半径误差范围在 0.9 - 1.1,外圆轴向曲率横波斜探头轴向曲率半径误差为被检筒形锻件外径轴向曲率的 0.9 - 1.1 倍。
前沿长度:外圆周向曲率探头前沿长度要是普通横波斜探头的 2 - 3 倍。
K 值:按照通用技术部分,通过横波最小折射角度与筒形锻件主声束跟内壁相切的极限角度综合计算探头 K 值。
试块选择
壁厚与直径条件:筒壁厚度小于 45 毫米、直径小于 500 毫米时,纵波、横波探伤头使用 CS - 3 系列对比试块制作纵波距离波曲线,使用 CS - 4 型对比试块特定曲面补偿;壁厚大于 45 毫米、直径小于 500 毫米时,纵波单晶直探头使用 CS - 2 对应的系列试块,一次用三块制作距离波曲线,再用 CS - 4 型对比试块确定曲面。
横波检测试块:筒形锻件外径小于 600 毫米时,使用 SGB 或 GS 系列标准试块完成基线校准与探头配置;外径大于 600 毫米时,采用 CSK - 1A 或 CSK - 2 - 1 型标准配置试块,用辅制法制作横波距离波幅曲线。横波外圆周向检测时,外径小于等于 2400 毫米,制作双幅单孔法或外缘双孔专用试块;外径大于 2400 毫米,采用 CSA 钢液型试块制作横波距离波幅曲线。