对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
螺旋焊管超声检测技术要点与锻件探伤概述
- 螺旋焊管超声检测应依据壁厚精准选择K3探头,避免因行业误区使用K2.5探头导致未焊透漏检
💡 核心结论:
- 锻件探伤需理解其制造工序与对应缺陷,晶粒细的特点允许使用更高检测频率
- 铸件探伤可参考锻件方法,但需应对其晶粒粗大带来的检测困难
螺旋焊管检测要点
螺旋焊管主要缺陷与检测挑战
探头选择核心原则
检测案例与方案对比
- 案例:使用8×8K3检出未焊透,厂家9×9K2.5未检出
- 结论:针对薄壁螺旋焊管, K3探头优于K2.5探头
检测系统建立与调整
系统组件 | 选择要求 | 关键说明 |
仪器 | 具备横波探伤基础功能 | 扫描基线、K值、前沿测试、距离波幅曲线 |
探头 | 依据壁厚与管径选择 | 薄壁小径管用6×6K3,外形尺寸宜小 |
试块 | 推荐SGB-60标准试块 | 表面为平面,便于校准,功能齐全 |
锻件与铸件探伤引入
锻件制造与常见缺陷
- 锻造方式:墩粗(饼类)、拔长(轴类)、滚压(筒类)
铸件探伤特点
围绕压力管道焊缝探伤展开,先回顾了压力管道纵向焊缝质量级别评定,重点讲解螺旋埋弧螺旋焊缝钢管的超声检测,包括检测方法、探头选择、检测系统建立与调整等,还分享了探伤案例,最后介绍锻件与铸件探伤相关内容,内容如下:
压力管道纵向焊缝质量级别评定回顾
纵缝焊管若发现裂纹、未融合、未焊透,直接评为三级;其他缺陷评为一级,评定依据标准规定的表格执行。
直缝焊管、超声波内壁及外壁探伤内容已讲解完毕。
螺旋埋弧螺旋焊缝钢管超声检测
行业现状
标准缺少螺旋焊缝检测内容,但国内螺旋钢管制造厂家众多。许多管厂探伤人员缺乏实用探伤方法,部分人探伤走过场。
壁厚 6 - 8 毫米的螺旋焊缝,按以往工艺应用 5P6X6K3 探头,但行业现规定不允许用 K3 探头,因其表面波严重等原因。
制造工艺与常见缺陷
埋弧螺旋焊钢管由钢带或卷板卷制成型,采用工字形焊口,管内外同时埋弧焊一次成型。
主要缺陷为未焊透,还可能存在焊剂未烘干、杂质含量、焊缝两侧锈蚀、氧化皮等问题,进而产生气孔及夹渣,但未焊透是最严重的缺陷。焊接速度与内外焊电流匹配是控制未焊透的关键因素。
检测方法选择注意事项
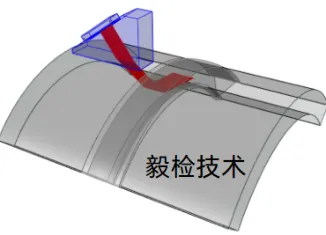
以 Φ 219×6 毫米螺旋钢管为例,若存在未焊透缺陷,埋深约 4 毫米,焊缝余高半宽约等于壁厚。选用探头前沿小于等于 6 毫米、K 值为 K3 的探头,可有效检出未焊透缺陷。
探头前沿设计有理论计算方法,不能盲目追求短前沿。如 5P6×6K3 探头前沿理论计算为 5 毫米,加上外壳厚度约 6.12 毫米。
检测系统建立
检测仪器应具备横波探伤法扫描基线校准、探头配置及迁移测试等功能,建立完善的超声波检测系统。
多数螺旋钢管壁厚小于 13 毫米,城市燃气管线壁厚一般小于 13 毫米,采用一次波检测。选用横波斜探头时,壁厚小于 16 毫米,多用 9×9、8×8、6×6 等小镜片短前沿斜探头,且 9×9 以下碳钢或合金钢材质探头不选 2.5 兆赫。
可选用 SGB - 6标准试块完成检测系统扫描基线调整,该试块具备校准功能、配置前沿测试功能及距离波曲线。
检测系统调整
横波斜探头基线校准、配仪测试及距离波谷曲线制作与圆弧法类似,包括确定检测范围。
钢管壁厚小于 10 时,距离波幅曲线制作最浅测试孔为 5 毫米深,与参考反射体有关。判定量评定根据试块要求设定,或按 47013 标准设置,灵敏度不变。
扫查方式与质量级别评定
螺旋焊缝采用锯齿形扫查、前后扫查、平行扫查。
多种检测标准与制造标准涉及埋弧螺旋焊钢管质量级别评定,如国标 9712、API 标准、16623 等,探伤时需按业主需方规定的标准执行。
探伤案例分析
新建炼油厂项目中,检测公司用 5P8×8K3 探头探伤 Φ 813×10 毫米螺旋钢管焊缝,检出 3 根存在未焊透缺陷。厂家用 5P9×9K2.5 探头复检称无缺陷。
经分析,不同探头前沿长度影响检测结果。检测公司探头前沿 8.66 毫米,厂家探头前沿 9.14 毫米。在平面检测面分析,9×9K2.5 探头理论上也能检到未焊透,但实际检测面为曲面,9×9K2.5 探头一次生成与焊缝中线交点大于 6.2,而 8×8K3 探头交点小于 6.2,故检测公司能检出缺陷,厂家不能。
厂家人员称螺旋焊缝采用多丝焊无缺陷的说法被反驳,提醒探伤人员处理问题时要专业、客气。
锻件与铸件探伤
锻件探伤
要熟悉锻件生产工序,包括加热、变形、冷却,锻压方式有墩粗、拔长、滚压。墩粗用于使坯料沿直径方向变形,拔长用于轴类锻件使坯料沿长度方向变形,滚压用于饼类和筒类锻件。
锻件制造工序还包括正火、退火或调质等热处理,以改善组织性能,使晶粒细化,可选用较高频率探头探伤。
锻件缺陷主要源于铸造成型、锻造及热处理过程,机加工一般无缺陷。
铸件探伤:铸件晶粒粗大、塑性差、绩效比低、检测困难,但探伤过程可参考锻件探伤,不过探头试块与锻件探伤不同。
探伤案例
探伤人员在检测饼类锻件时,使用 2.5P Ф 40 度探头,二次底波出现缺陷,三次波也有异常。怀疑探头实际频率与标牌不符,可能为 5 兆。
还有探伤人员因洗刀刀花大、耦合不好,铺上浸机油的白布后缺陷消失,需领导确认情况。