对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
超声波裂纹测高与测厚技术原理与应用
- 裂纹与探头在同一检测面时,端点衍射法测高不准且误差大,不宜采用。
💡 核心结论:
- 超声波测厚基于脉冲反射原理,需根据厚度范围选择合适的仪器并严格校准。
裂纹自身高度测试
裂纹与探头同面测高不准
裂纹与探头异面测高
倾斜裂纹测高方法
超声波测厚原理与仪器
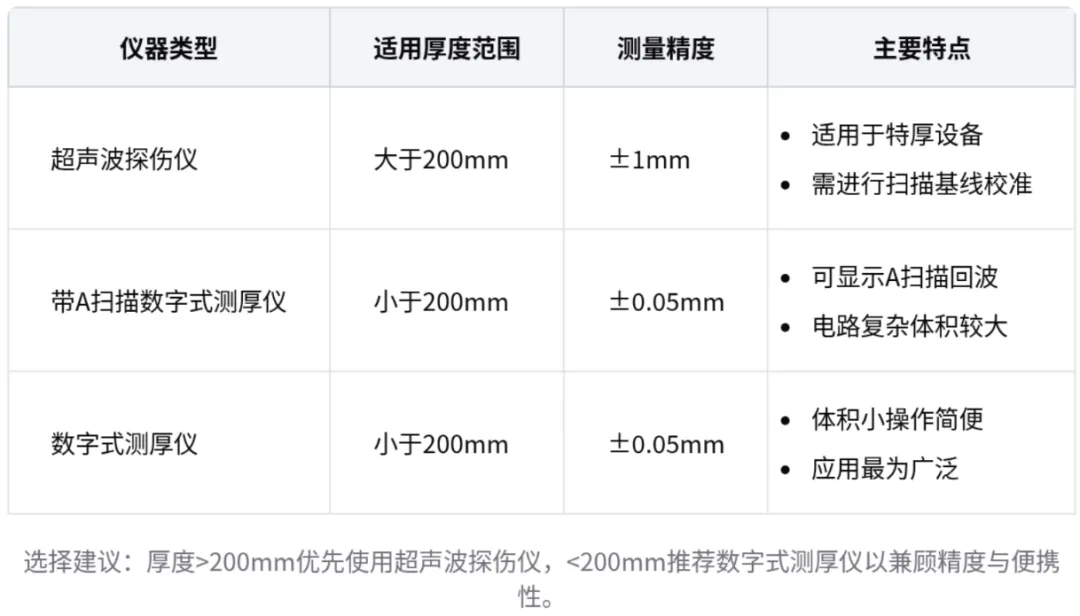
测厚仪器类型 | 适用厚度范围 | 测量精度 | 特点 |
超声波探伤仪 | >200毫米 | ±1毫米 | 需校准扫描基线,电路复杂 |
带A扫数字测厚仪 | <200毫米 | ±0.05毫米 | 可观察回波,体积较大 |
数字式测厚仪 | <200毫米 | ±0.05毫米 | 仅显示数字,应用最广泛 |
测厚仪校准与测量方法
声速与厚度校准
一般测量方法
- 30毫米多点测量:数值不稳定时在 直径30毫米圆内多次测量取最小值
影响测厚精度的因素
围绕裂纹端点衍射法测试裂纹自身高度及超声波测厚两个核心内容展开,详细讲解了裂纹自身高度测试的特点、方法及影响因素,以及超声波测厚的用途、仪器选择、工作原理、校准方法和精度影响因素等,内容如下:
裂纹自身高度测试
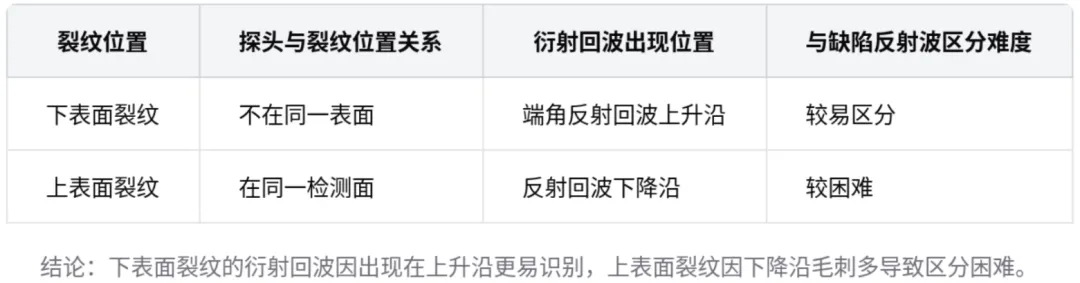
上下表面裂纹衍射回波特点
下表面裂纹:探头与裂纹不在一个表面时,裂纹缺陷的衍射回波在端角反射回波上升沿出现,且端角反射回波与裂纹衍射回波较易区分。
上表面裂纹:裂纹开口方向与探头在一个检测面时,裂纹端点衍射回波在反射回波下降沿出现,与缺陷反射波区分较困难。
反射回波分析
回波形状处理:超声波探伤仪接收的反射回波为脉冲形式,为使屏幕显示连续,设置检波电路将负半周波反到正半周。反射回波上升沿和下降沿会出现多个不同尺度的高点(毛刺)。
裂纹高度与衍射波关系:当裂纹自身高度小于 4mm 时,上端点衍射回波逐渐向反射回波峰顶靠近;下端点衍射波在反射回波下降沿出现,因下降沿毛刺多,与下端点衍射波难以区分。
近场对裂纹高度测试的影响
近场长度:点聚焦横波形成的声场有近场,近场长度不容忽视。如 K1 斜探头,超声波在探头内部走过约十一二毫米,被检工件剩余近场还有八九毫米。
测试误差:裂纹与探头在同一检测面时,易处于近场,近场探伤对缺陷当量测试有误差,且裂纹深度越小,误差越大,导致裂纹自身高度测试不准,失去监视裂纹扩展程度的意义。
倾斜裂纹高度测试方法
测试原理:利用端点衍射法,采用两只相同规格单晶横波点聚焦探头,以一发一收形式测试。可测与检测面垂直和倾斜裂纹的自身高度及倾斜角度。
测试步骤:将仪器设置为一发一收工作状态,配置两只探头;在裂纹缺陷附近移动探头找到裂纹上端点,标记探头位置,记录仪器显示的裂纹上端点衍射波幅度及对应深度;再移动探头找到裂纹下端点,标记位置并记录下端点衍射波幅度对应深度;根据实测的探头移动距离和上下顶点深度差,推导裂纹倾斜角度,利用直角三角形定理计算裂纹自身高度。
超声波测厚
测厚用途:金属容器、管道等设备使用过程中,内部介质会腐蚀内壁,导致壁厚减薄,削弱承压能力。超声波测厚可监视设备受腐蚀后的减薄程度。
测厚仪器
仪器类型:包括超声波探伤仪、带 A 扫描数字式测厚仪和数字式测厚仪。
适用范围:超声波探伤仪适用于壁厚大于 200mm 设备的厚度测定,测量精度为正负 1mm;带 A 扫描数字式测厚仪和数字式测厚仪适用于厚度小于 200mm 设备厚度的测量,精度为正负 0.05mm。
精度差异原因:不同标准对扫描基线精度要求不同,如超声波探伤仪测厚时扫描基线精度为正负 1mm,而检测焊缝、钢板时扫描基线精度为正负 0.01mm,这是由于不同专家和学者对扫描基线精度概念理解不同。
测厚仪工作原理
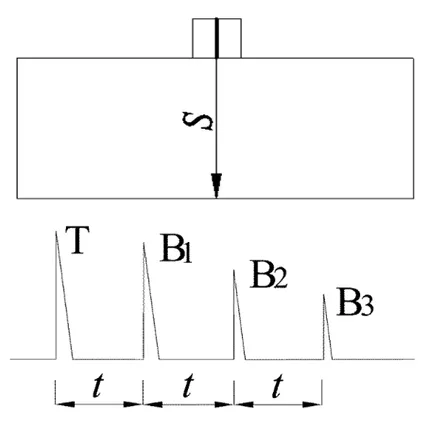
脉冲反射原理:超声波测厚仪基于脉冲反射原理工作,发射电路激励纵波双晶直探头向被检工件发射超声波,超声波到达工件下表面后返回。
厚度计算:计算电路计算第一次底面反射回波 B1 与第二次底面反射回波 B2 的时间间隔,利用已知声速和时间计算出声程,即工件厚度。计算公式中时间 t 取单程。
数字测厚仪校准方法
声速校正:探头与主机连接开机后,若当前被测材料声速与屏幕显示声速不同,需进行声速校正。每次更换探头或电池后都应进行声速校正,且不同批次同材质钢板纵波声速存在误差,需重新测试。
校准试块使用:测厚仪自带校准试块,测厚前用其测试厚度,若测量值与标准试块厚度不同,需调整声速。对于未知材料,可制作专用对比试块,用卡尺测量其厚度,通过调整测厚仪声速使显示值与试块实际厚度相等,此时显示的声速即为被测材料实际声速。
厚度精确校准
误差测试:测厚仪完成厚度校准后,在阶梯试块上测试较薄和较厚阶梯的厚度,会出现四种测量值与标准厚度的偏差情况。
声速调整:根据测量结果调整声速,从声速个位数字开始微调,以缩小上下限误差值,提高测厚精度。
超声波探伤仪测厚校准
扫描检测:用超声波探伤仪进行测厚,需用与被测物体材质相同的标准试块或对比试块进行纵波扫描检测,扫描基线校准结束后,在其他试块上进行上下限误差测试。
参数调整:若上下限误差值相差较大,可通过调整数字仪器参数表中的声速等参数项数值进行调整。
测厚方法
一点两次测厚:在一点处用探头进行两次测厚,取较小值作为被测零件厚度值,测试时可旋转探头。
30 毫米多点测量:当测量值不稳定时,以测试点为中心,在直径 30 毫米的圆内进行多次测量,取最小值作为被测零件厚度。
连续测量法:用单点测量法沿着指定路线进行测量,如在钢板表面画方格,在方格交叉点测量。
影响测厚精度的因素
表面粗糙度:工件表面粗糙度太大,会影响探头与工件的耦合效果,导致反射回波低甚至无法接收回波信号,可使用砂纸处理表面。
油漆层影响:油漆层的纵波声速与金属工件不同,带着油漆层测厚可能产生误差,不建议采用这种方法。