对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
相控阵超声检测误判案例分析与技术文件问题
- 相控阵检测需避免单一图像判读,必须综合S/A/B扫描并与工件结构比对,以区分真实缺陷与几何反射
💡 核心结论:
- 现行部分检测标准(如薄壁奥氏体焊缝横波检测)存在理论与实操脱节问题,易引入噪声
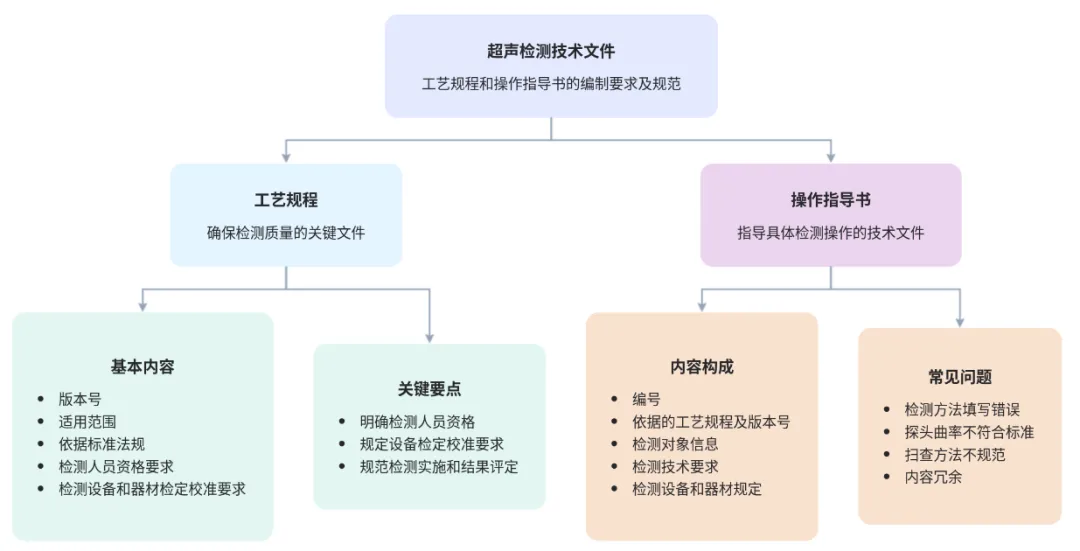
- 超声检测技术文件编制混乱,需严格区分工艺规程与操作指导书的内容与作用,确保其指导性
相控阵检测误判案例分析
案例 | 检测对象 | 误判缺陷 | 真实原因 |
案例一 | 壁厚50mm P91钢管 | 根部未焊透 | 钢管内壁减薄4mm |
案例二 | 273×10mm钢管法兰 | 坡口未熔合 | 焊缝错边 |
案例三 | 壁厚10mm钢管 | 二次波气孔 | 几何反射 |
案例四 | 6mm奥氏体不锈钢 | 缺陷信号 | 材料噪声 |
误判原因分析
正确分析方法
超声检测技术文件编制
工艺规程核心内容
操作指导书常见问题
围绕超声检测展开,通过多个案例分析不同扫描方式在缺陷判断中的应用,指出超声检测中常见误判问题及原因,同时详细讲解超声检测工艺规程和操作指导书的编制要求及规范,内容如下:
超声检测案例分析
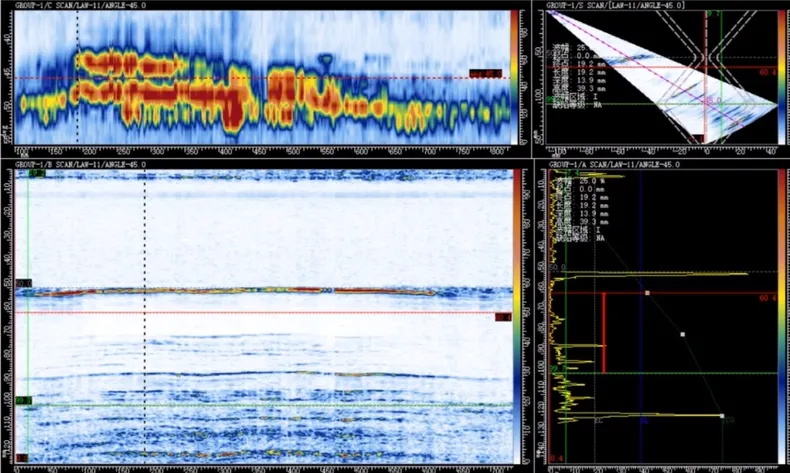
案例一:壁厚 50 毫米 P91 材质钢管对接接头检测
缺陷初步判断:通过 a 扫、b 扫和扇扫图像,发现反射回波在一倍工件厚度以上,b 扫显示缺陷严重且通长,初步判断可能为缺陷,但信息存在矛盾。
深入分析与结论:经分析,认为是几何反射,可能是钢管内壁减薄。现场测厚证实约 40 毫米范围减薄约 4 毫米,端角反射理论解释了反射回波位置,说明检测人员对几何反射认识不足易导致误判。
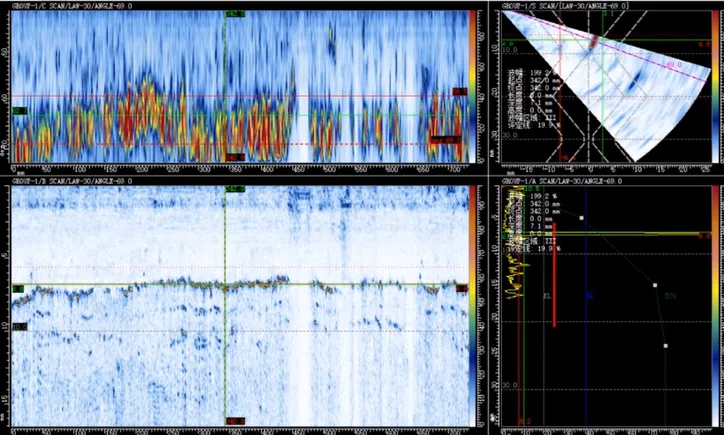
案例二:273×10 钢管与法兰对接微型焊口检测
缺陷特征分析:b 扫显示缺陷累计长度超 700 毫米,接近周长,散扫和 a 扫显示反射点在一倍工件厚度以内焊缝内部,反射波幅度符合未融合特点。
综合判断与原因:经综合分析,认为不是根部未焊透或未熔合缺陷,可能是错边等几何反射导致误判,反映出检测人员对 a 型超声探伤缺陷识别能力有限。
案例三:手工焊钢管与法兰对接焊缝检测
缺陷信息获取:散扫发现黑线在一倍到二倍工件厚度之间,缺陷埋藏深度 3 毫米,a 扫反射回波与之吻合,具备体积较大气孔缺陷反射特征,b 扫也符合独立缺陷图像显示特征。
案例总结:此案例展示了通过不同扫描方式相互印证获取缺陷信息的过程,体现了综合分析的重要性。
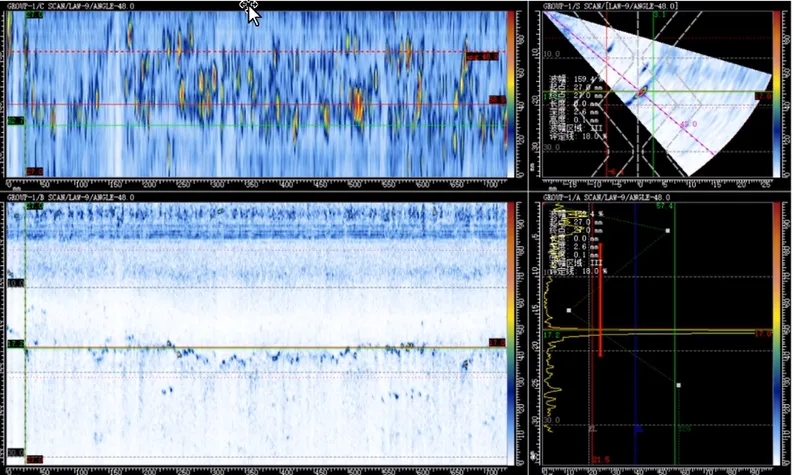
案例四:6 毫米壁厚奥氏体不锈钢焊缝检测
标准与实际问题:按照标准应用横波 5 兆频率检测,但现场散扫图像有大量蓝色动态噪声信号,难以分析缺陷,说明标准编制与实际应用存在差距。
理论与标准反思:强调应正确应用材料均匀性等基本理论,指出当前超声探伤标准存在不符合基本理论的问题。
超声检测技术文件讲解
超声检测工艺规程
内容要求:工艺规程至少应包括版本号、适用范围、依据标准法规、检测人员资格要求、检测设备和器材检定校准要求、相关因素及范围、检测技术和工艺选择、检查实施要求、检测结果评定与质量分析、检测记录和报告规定等内容。
关键要点强调:特别强调对检测人员资格和检测设备检定校准要求的明确规定,这是确保检测质量的关键。
超声检测技术文件结构
超声检测操作指导书
内容构成:操作指导书应包含编号、依据的工艺规程及版本号、检测对象信息、检测技术要求、检测设备和器材规定、检测工艺参数、检测程序、检测示意图、记录规定等内容。
常见问题分析:以实际评审的指导书为例,指出存在检测方法填写错误、探头曲率不符合标准、扫查方法不规范、内容冗余等问题,强调指导书应具有针对性和专业性。
工艺验证说明:说明工艺验证可在编制距离波幅曲线过程中完成,无需刻意再进行,同时指出不同版本标准对工艺验证的规定存在差异。
后续工作计划
标准研究:后续将根据以往经验研究第四章 3.3 标准,查看新版是否有改动。
指导书编写示范:下节课将介绍指导学生编写小劲管操作指导书的内容,为正确编写指导书提供示范。