对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
超声探伤中变形波识别与缺陷检测方法
- X型坡口焊缝的“山型波”是几何反射所致,无需进行缺陷分析
💡 核心结论:
- 缺陷边界测量采用半波法,基准高度设为80%,边界降至40%为判定点
- 斜探头扫查需根据工件特点选择方式,控制速度以确保缺陷检出
焊缝变形波识别与处理
X型坡口焊缝“山型波”
变形波识别方法
上焊缝余高反射
缺陷边界测量方法
缺陷类型 | 判断依据 | 测量方法 | 关键点 |
面积型缺陷(分层) | 底波前有独立单峰缺陷波 | 半波法测四个方向边界 | 指示面积大于真实缺陷 |
体积型缺陷(密集气孔等) | 底波降低或无缺陷波 | 平行扫查找四个方向突出点 | 底波降至基准40%为边界 |
测量基准设定 | 利用显示器线性较好区域 | 基准高度调至80%,边界降至40% | 方便观察且不影响定量 |
斜探头检测与扫查
斜探头检测能力
基本扫查方式
- 环绕扫查:用于区分气孔(幅度不变)与裂纹(幅度剧变)
扫查速度与仪器
围绕超声探伤中焊缝变形波识别、缺陷边界确定、探头检测能力及扫查方式等内容展开详细讲解,旨在提升探伤人员对超声探伤技术的理解和应用能力,内容如下:
焊缝变形波识别
X 型坡口焊缝反射情况
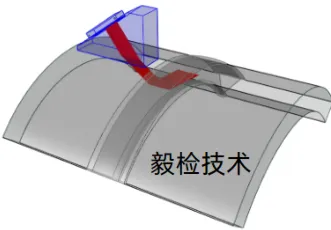
反射波类型:X 型坡口焊缝下焊缝余高成型不好时,一次声束发射到下半焊缝余高会形成三种反射,包括直接返回探头的波、变形纵波和变形横波,反射横波会反射到上焊缝余高不同位置,与入射角度有关。当入射角度 RFS 小于第三临界角,会出现反射横波和纵波,在屏幕上形成 “山型波”。
反射点判断:反射纵波 L1 撇的反射点在焊缝余高边缘一定距离内。可通过手蘸耦合剂击打远离探头一侧的被检工件表面来寻找变形纵波反射点,当击打频率与仪器屏幕上 L1 撇波的抖动频率相同时,即为反射点。对于变形横波 S1 撇,手蘸油击打上焊缝余高表面,找到反射点时波的幅度会随击打频率抖动。
余高反射排除方法
反射情况分析:下表面成型较好时,一次声束从外表面发射到被检工件下表面反射,二次声束终点打到上半部分余高,由于上半部分余高成型不规则会引起反射,且余高反射一定大于 2 倍工件厚度,这种情况多发生在入射点在 1 倍 KD 到 2 倍 KD 范围,接近 2 倍 KD 时更易出现。
排除方法:通过调整检测范围排除干扰。将闸门起点套住距离波曲线起点,终点超出 2 倍工件厚度,只对闸门内部出现的反射回波进行分析,二次声束上半部分余高反射波在闸门宽度右半边以外,无需分析,体现了检测范围调整的重要性。
缺陷边界确定
缺陷面积判断
依据反射回波判断:当钢板或锻件屏幕上有主波、始波、缺陷波和底波,且缺陷波只有一个峰值时,为面积型缺陷。若底波之前有缺陷波且只有一个峰点,且探头移动几个直径后缺陷波仍存在、底波消失,证明缺陷面积大于声场面积;若部分超声波能量被缺陷阻挡,另一部分到达下表面形成底波,说明缺陷面积小于声场面积。
不同情况处理方式:缺陷面积小于声场面积时,无需测量缺陷面积,依据反射回波幅度计算缺陷当量;缺陷面积大于声场面积时,需测量缺陷边长确定面积。
缺陷边界测量方法
半波法测量:对于面积型缺陷,先将探头移出缺陷位置,找到工件底波并将其高度调至母材高度的 80%,再将探头向缺陷移动,当底波降低到基本高度的 40% 时,探头中心对应的位置即为缺陷边界。
多方向测量:通过在四个方向寻找缺陷最突出点来确定边界,实际缺陷边界并非规则形状,测量出的缺陷指示面比真实缺陷面积大,可进行正比例缩放。
密集型和体积型缺陷边界确定
密集型缺陷:如钢板中 40 毫米以上厚度可能存在的密集缺陷,若无法获得缺陷反射回波,底波高度会降低。确定边界时,将探头移出缺陷位置,找到无缺陷处底波并调至基准高度 80%,缓慢向缺陷移动探头并做平行扫查,找到缺陷某方向最突出点,当底波高度降至基准高度 40% 时,该点为边界。
体积型缺陷:锻件中可能存在缩孔、疏松、夹杂、白点等体积型缺陷,其反射特征为多峰,探头移动时多峰变化明显。确定边界方法与密集型缺陷相同。
基准高度选择依据
显示器线性考虑:所有型号的超声探伤仪显示器满屏均为非线性,但在 80% 到 40% 区间线性相对较好,充分利用此线性较好的区域进行缺陷当量和边界测量。
屏幕显示便利性:仪器屏幕在水平方向有 24%、26%、18% 等点线,将缺陷波高度调至 80% 和降至 40% 时,屏幕上有相应横线可参考,方便确定缺陷当量和边界,且对缺陷定量定性无影响。
超声探头检测能力分析
纵波直探头检测能力:纵波直探头对裂纹缺陷检测能力较低,原因一是裂纹与检测面垂直,开口小,反射量低;二是纵波波长与横波波长不同,且裂纹自身高度和开口较小,纵波探伤检出裂纹缺陷概率低。
超声斜探头检测能力
检测能力局限性:超声斜探头检测不同性质缺陷受多种因素影响,具有一定局限性。对裂纹检测概率比纵波直探头大,但对夹渣等缺陷反射回波弱,容易忽略。
复合晶片探头优势:复合晶片探头使波宽度变窄,主波、始波窄了 1/2,灵敏度比同一规格探头高 6 - 7 个 dB,且声场带聚焦,提高了发现超声波的能力。
不同缺陷检测情况:斜探头探伤时,未融合、未焊透等缺陷反射回波容易超过定量线进入三区,而单个气孔等缺陷回波幅度不易发现。
探头扫查方式及扫查速度
扫查方式种类
基本扫查方式:包括矩形、前后平行、环绕、转角、倾斜和串列等 5 种基本扫查方式,目的是将探头形成的声场变成不同形式的移动声场,通过反射回波判断缺陷位置和大小。
锯齿形扫查注意事项:锯齿形扫查时,打磨范围应考虑探头实际长度,为 2KT 加探头长度;齿尖间隔距离不大于探头宽度 1/2,确保覆盖焊缝长度范围,以发现缺陷。
其他扫查方式作用:前后扫查用于确定反射回波最高点,初步判断缺陷平面程度;环绕扫查可判断缺陷是气孔还是裂纹,气孔环绕时反射回波幅度变化小,裂纹则急剧下降;转角扫查可根据裂纹方向判断反射回波幅度变化;倾斜扫查在检测横向缺陷时存在争议,需根据被检件特点选择,如钢管对接焊缝小于 600 时,探头曲率会影响耦合和扫查。
扫查速度确定
影响因素分析:影响数字超声检测仪器扫查速度的因素包括检测仪器的稳定度、显示器刷新频率和探头超声场范围。数字仪器增加了 A/D 转换电路,处理信号时间增加;液晶屏显示刷新频率受像素点翻转影响;为保证缺陷不遗漏,要求缺陷进入超声场范围时有两次反射回波被判断。
速度要求:为满足检测要求,检测仪器重复频率达到 32 赫兹,显示器刷新频率 30 赫兹,人眼分辨频率 24 赫兹,显示器分辨率达到 640×480,探头移动速度应小于 30 毫米/秒。提高判伤速度并非单纯提高扫查速度,可通过经验判断反射回波是否为缺陷。

 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
