PLC学习笔记八:西门子300PLC定时器实操详解(老孟手记)
- 2026-05-13 00:09:49
各位同门师兄师弟大家好,这是我整理的第八篇"840dslPLC课"学习笔记,专门啃西门子300PLC的定时器这块内容。
平时做机床调试、设备维护的时候,定时器用得特别频繁,延时控制、脉冲触发、信号保持这些场景都离不开,之前总容易搞混五种定时器的逻辑,这次结合实操和易工讲的要点,彻底捋清楚,分享给大家一起参考,有不对的地方还请易工和各位指正。
一、300PLC核心:五种定时器分类与核心区别
西门子300PLC的定时器一共就五种,功能各不一样,最容易搞混的就是触发逻辑、输出保持和复位条件,我把每个的特点用大白话讲清楚,结合机床实操场景记,绝对不混淆:
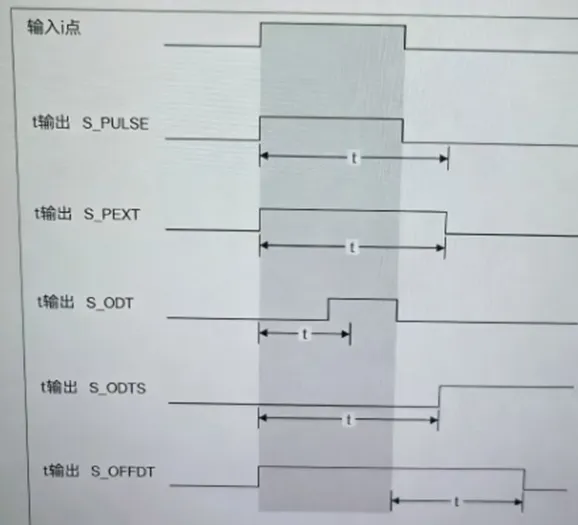
1. S-PULSE(脉冲定时器):属于“跟着输入走”的脉冲型,输入信号一接通(变为1),定时器立马有输出,同时开始计时;设定时间到了,输出自动断开。要是时间还没到,输入就断开了,输出也跟着立刻停,不会继续计时,属于短脉冲触发,适合机床里短暂的信号触发场景。
2. S-PEXT(延时脉冲定时器):和脉冲定时器类似,但更“固执”,只要输入一接通就开始计时、有输出,哪怕中途输入断开了,也不受影响,一定会把设定时间计完,时间到了才停止输出,适合需要固定时长脉冲、不怕输入中断的场景。
3. S-ODT(延时接通定时器):最常用的基础延时型,输入接通后先计时,不立刻输出,等到设定时间到了,定时器才输出;只要输入一断开,不管计时到没到,定时器直接复位清零,输出也跟着没,机床里常见的延时启动、延时触发都用它。
4. S-ODTS(保持型延时接通定时器):带记忆功能的延时接通,输入接通开始计时,时间到了输出,而且一旦输出就一直保持,不受后续输入断开的影响,必须手动复位才能停止,适合需要信号保持、不被输入中断打断的工况。
5. S-OFFDT(延时断开定时器):和延时接通反过来,输入信号一接通,立刻有输出;输入从1变0断开的时候,才开始计时,计时时间到了,输出才断开,适合机床里断电延时、停机延时保护的场景。
简单总结:五种定时器核心就看三点——输入触发时机、输出是否随输入中断、是否需要手动复位,结合图纸和实操多试两次,很快就能分清。
二、梯形图(LAD)定时器用法:实操拖拽+参数填写
平时做机床调试,大部分时候用梯形图编程,直观好懂,300PLC的定时器在LAD里操作很简单,步骤和参数我都记全了:
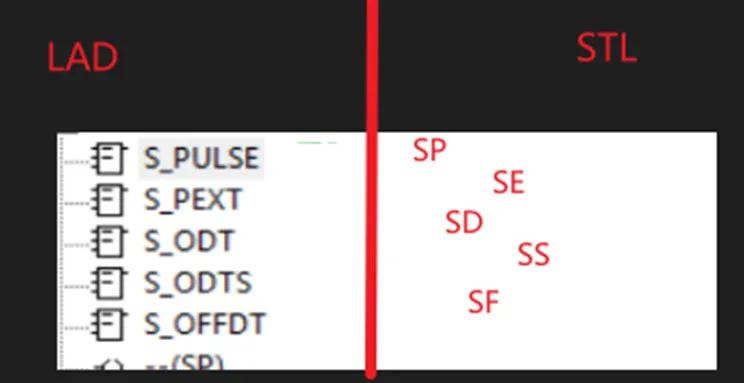
1. 调用方式
编程的时候,直接找左侧项目树里的【Timers(定时器)】文件夹,点开就能看到这五种定时器,想用哪个直接拖拽到梯形图里就行,新手也能快速上手。
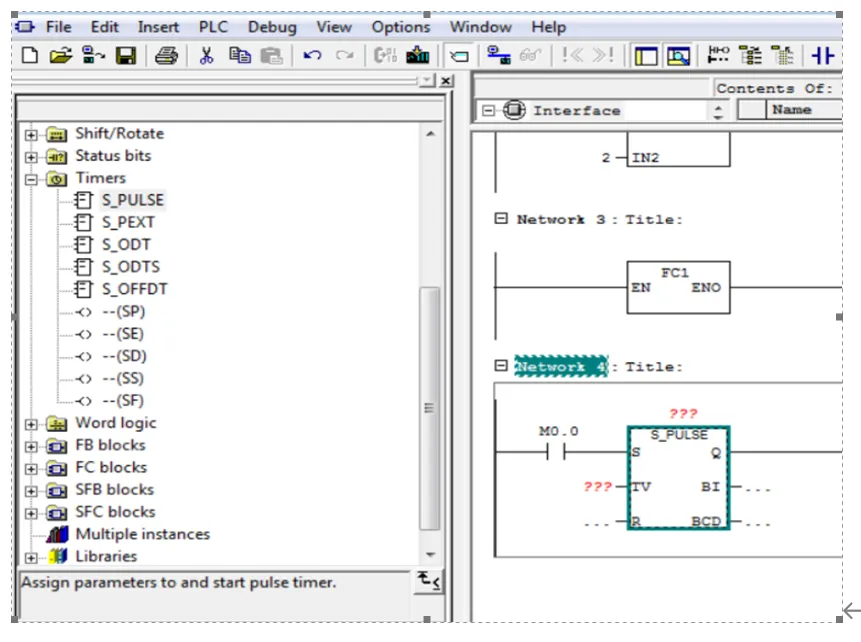
2. 关键引脚与参数填写(必记)
定时器上方红色问号:填定时器编号,比如T0、T10、T320,按照程序规划分配就行,不能重复。
S端:定时器启动输入,信号通就触发定时器开始工作。
Q端:定时器输出状态,计时到位就有输出,用来控制中间继电器、线圈这些元件。
TV端:时间设定值,必须按S5T#时间格式写,比如S5T#10S(10秒)、S5T#500MS(500毫秒)、S5T#2M(2分钟),单位支持毫秒ms、秒s、分钟m、小时h,牢记1秒=1000毫秒,别填错单位。
R端:复位端,这个引脚信号从0变1的时候,定时器直接复位,当前计时时间清零,输出也断开,ODTS这种保持型定时器必须靠它复位。
BI端:剩余计时时间,16位整数,二进制格式显示,方便程序里监控剩余时间。
BCD端:也是剩余计时时间,只不过是BCD码格式,和BI端用途一致,只是显示格式不同。
3. LAD两种用法:标准式+简便式
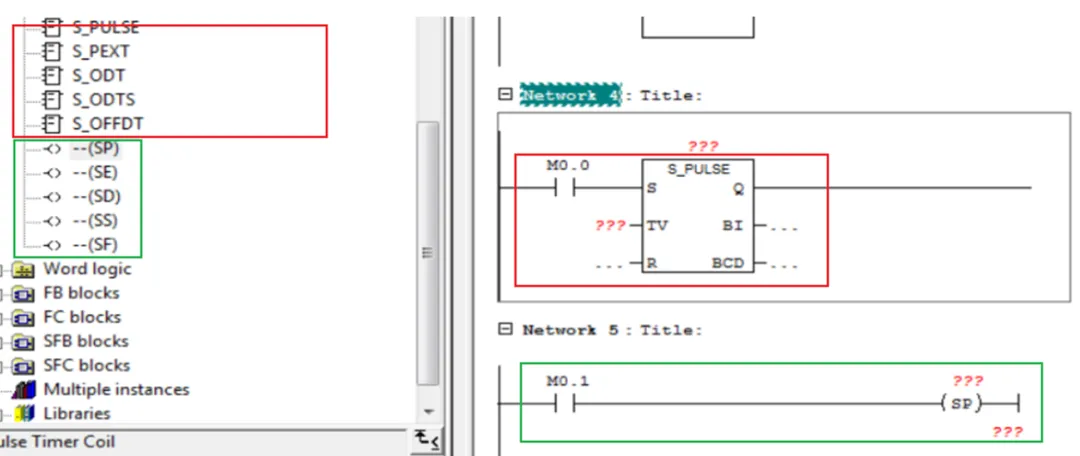
同一种定时器,梯形图里有两种写法,功能完全一样,我习惯叫红色框的标准用法,绿色框的简便用法:
简便用法更省事,上方问号填定时器编号(比如T100),下方问号直接填定时时间(S5T#格式),少接几个引脚,程序更简洁,小逻辑里用着特别方便;标准用法引脚全,适合复杂程序、需要监控剩余时间和复位的场景,按需选择就行。
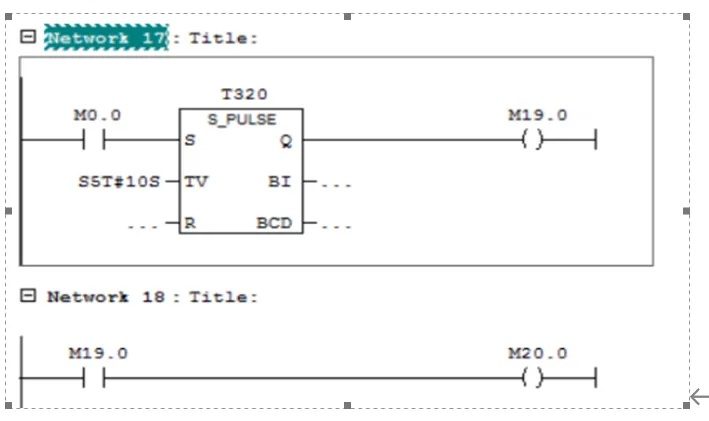
4. 定时器状态调用两种方式
定时器输出状态用起来也灵活,给大家举例子,都是用T320控制M20.0,两种方法都实用:
第一种:直接调用定时器状态,梯形图里直接用T320的触点控制M20.0,简单直接,程序短的时候首选。
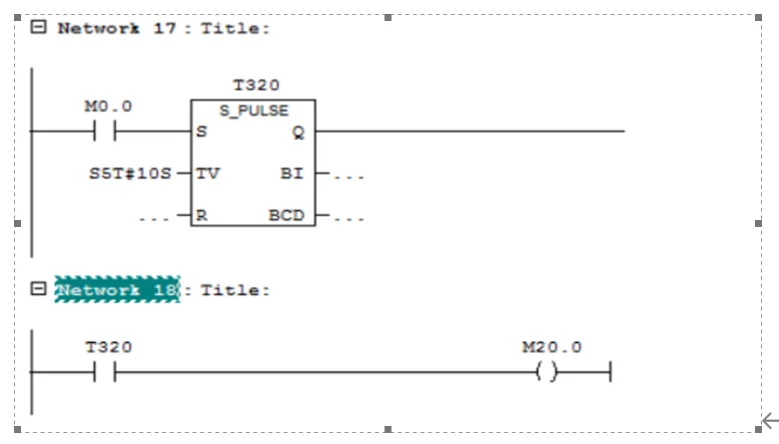
第二种:通过中间变量转接,先把定时器状态给到中间继电器,再用中间继电器控制输出,复杂程序里这么写,逻辑更清晰,方便排查故障,机床现场调试查问题的时候特别好用。
三、必懂基础知识:BCD码到底是什么
之前看定时器BCD端的时候,一直没搞懂BCD码,易工讲完才明白,其实特别简单,就是二进制表示十进制的方式,专门用在定时器时间显示上,好懂好记:
BCD码是16位的,每4位二进制表示1位十进制数(0-9),整体范围-999到+999:
左数前4位:表示正负,0是正数,1是负数;
第二个4位:表示百位;
第三个4位:表示十位;
最后4位:表示个位。
举个实例:BCD码 0000 0011 0010 0001,对应十进制就是+321(三百二十一),监控程序的时候,看BCD码就能快速算出剩余时间,不用再换算复杂二进制,特别实用。
四、语句表(STL)定时器用法:实操指令+技巧
有些老程序、精简程序会用STL语句表写,刚开始看觉得乱,跟着易工教的方法学,很快就能上手,核心步骤和指令记牢:
1. STL定时器核心步骤
语句表里用定时器,必须先装载时间,再启动,最后调用和复位,固定流程:
第二步:启动定时器,写定时器类型+编号,比如 SE T30(启动T30定时器);
第三步:调用定时器状态,A T30(读取T30状态);
第四步:控制变量,= #TEMP12(用定时器状态控制中间变量);
第五步:复位定时器,R T30(复位T30,清零计时)。
2. 少见辅助指令(了解即可)
手册里还有两个不常用的指令,现场调试基本用不上,大家简单了解:
LC指令:把当前定时值以BCD码装入累加器,例:LC T30;
FR指令:定时器使能,例:FR T30。
3. 看STL程序小技巧(亲测好用)
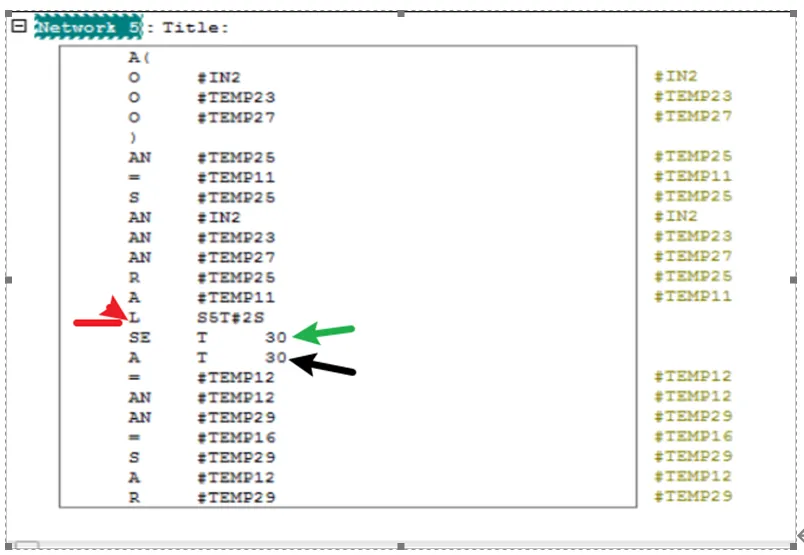
遇到长段STL程序别发懵,我自己总结的小技巧,分享给大家:
看到=赋值、S置位、R复位指令,就当成一段程序的结束,把长程序拆成一小段一小段看,分段理清逻辑,再复杂的语句表也能快速看懂,排查故障效率翻倍。
五、学习心得:跟着易工学,效率远超自学
这次把定时器这块吃透,真心觉得跟着易工的课程学太省心了,不像自学那样瞎摸索、查资料浪费时间,咱们的课程配套特别全,完全贴合机床制造、调试、维护的实际工作,不是空讲理论:
不光有内部专属教学视频、全套纸质电子资料、适配的编程调试软件,遇到问题还有易工一对一答疑,专属社群和同门交流经验,最关键的是,咱们还有易工独家精细调教的AI知识库工具,不是普通的AI,专门针对西门子数控、PLC调试优化过,查指令、查故障、查参数,几秒就能找到精准答案,省去大把翻手册、搜网页的时间,干活效率直接拉满。
咱们的课程覆盖特别全,主打西门子数控系统调试维护,细分课程有PLC编程课、NC系统课、驱动调试课、安全集成课、样机实操调试课、ONE课程、手动优化课等等,易工还在持续更新创作,后续还有更进阶、更贴合高端机床调试的课程,跟着一步步学,从基础到进阶,机床调试维护的硬技能稳稳拿捏,以后不管是现场故障排查,还是设备编程调试,都能独当一面。
以上就是我这次定时器的学习笔记,后续学完新内容再继续整理,和大家一起进步!
随机文章
-
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
- 【学习资料】保安员操作指南(社区保安篇)
- 学习资料 | 怎么理解完善社会治理政策和法律法规体系?
- 【2026版化学苏教版必修第一册学习笔记培优讲义专题3第二单元第2课时碳酸钠和碳酸氢钠
- 学习笔记 2026-03-16 | 真正厉害的父母,都非常重视这五件事.
- #268【学习笔记】英皇考级(2025版)第三级C2
- 俄语学习笔记【单词词组造句篇日】常1101
- 【学习笔记6】绘本Mr.Dongguo and the wolf 东郭先生和狼 ---教学设计集锦
- 山人学习笔记第329期|人这一生稳定能压倒一切
- 金融市场学习笔记——货币经纪公司的前世今生
- 要学会欣赏别人赚钱——学习笔记
