第一节 弯曲工艺与模具结构
弯曲是冲压生产中应用较广泛的一种基本加工方法,属于成形工序。如图所示为某年生产量为30000件、材料为Q235、厚度为3mm的轴瓦钢背制件,生产实际中,通过弯曲工艺成形和弯曲模来完成该零件的成形。
一、弯曲工艺
1.弯曲及其变形过程:
通过冲压使金属板料等产生塑性变形,形成一定角度,从而获得所需零件形状的工艺方法称为弯曲。弯曲是冲压的基本工序之一,在冲压生产中占有很大的比例。
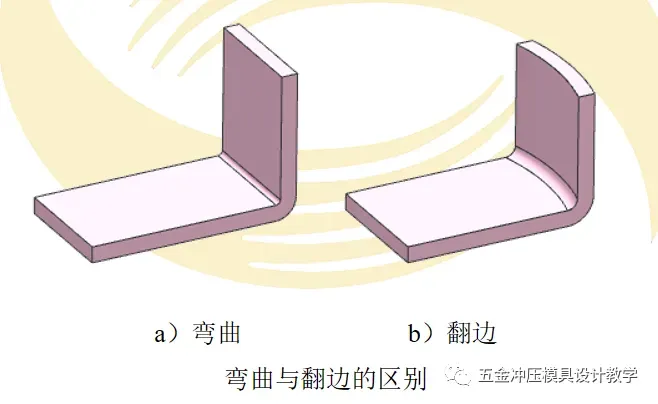
根据弯曲成形方式的不同,具体弯曲方法可分为压弯、拉弯、折弯和滚弯等。其中,最常见的是在压力机上进行压弯。冲压时,若折弯线是直线则为弯曲,折弯线是曲线或圆弧则属于翻边,不属于弯曲。
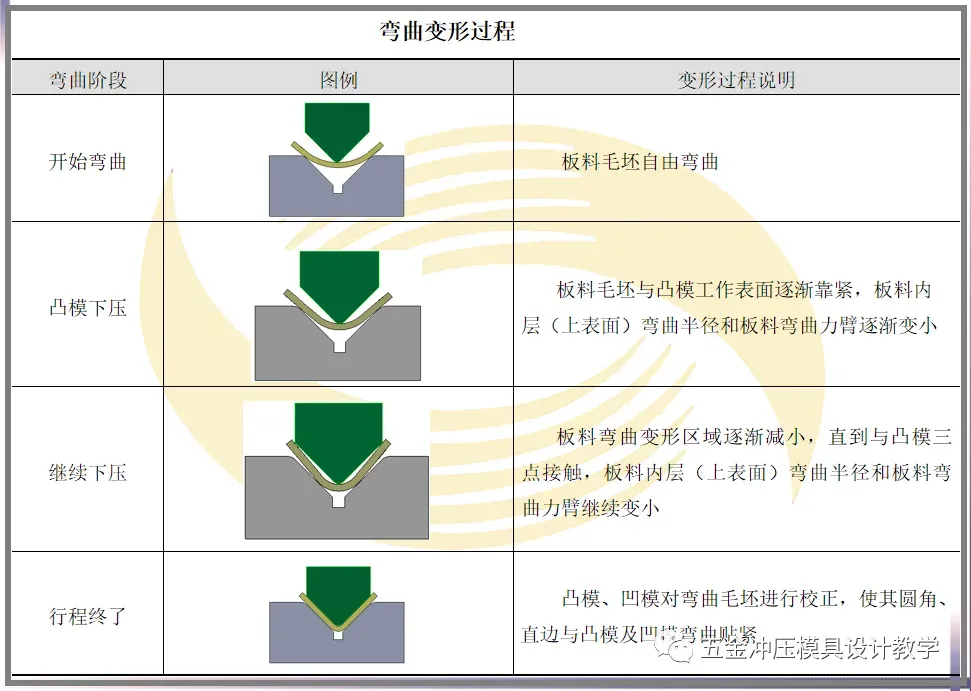
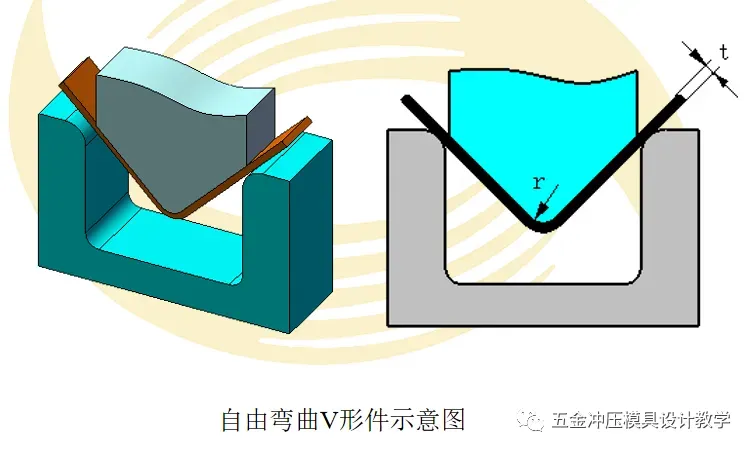
弯曲分自由弯曲和校正弯曲。当弯曲终了时,凸模、坯料和凹模三者吻合后,凸模不再下压,称为自由弯曲,否则称为校正弯曲,校正弯曲将使制件产生更准确的塑性变形。
通过弯曲变形分析可以发现,弯曲时塑性变形只发生在板料的圆角处,直边部分除与圆角相邻的过渡部分有少量的变形外,其余未发生塑性变形。
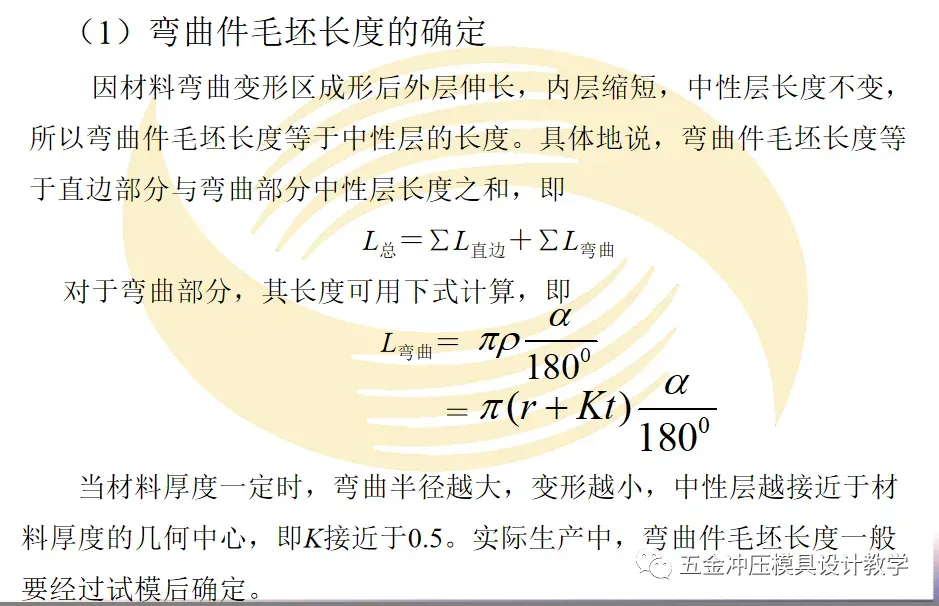
需要指出的是,弯曲变形时,在毛坯变形区域内,内层材料受到压缩,外层材料受到拉伸,且压缩和拉伸的程度都是表层最大,向中间逐渐减小。在内层与外层之间存在着材料纤维既不缩短也不伸长的中性层。通常根据中性层的展开长度来确定弯曲件毛坯长度。
2.制件的弯曲工艺性分析:
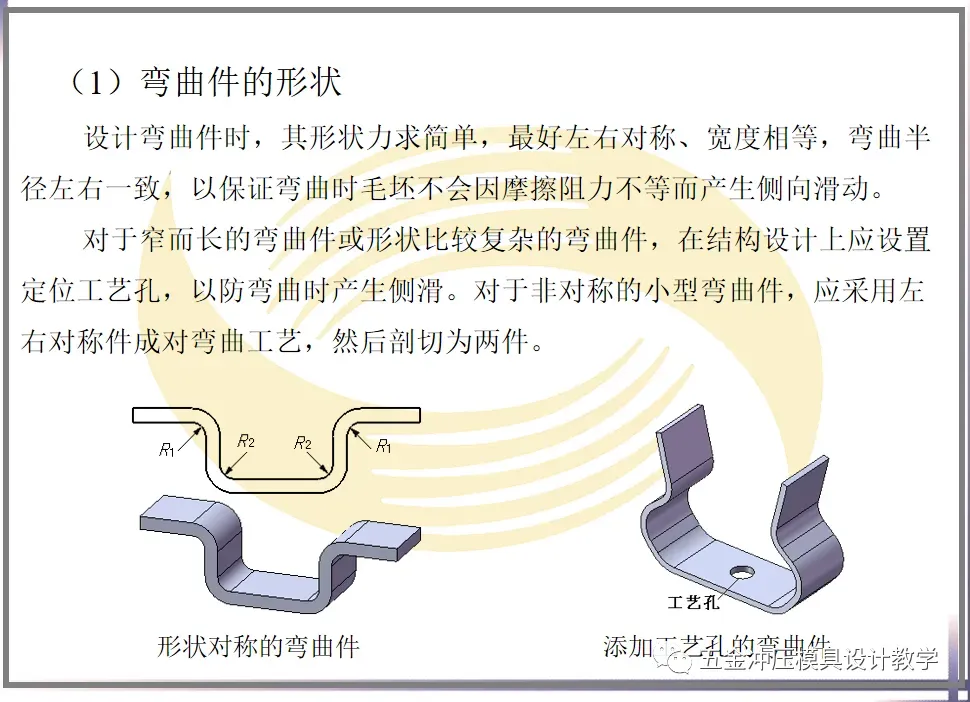
弯曲件对弯曲工艺的适应能力称为弯曲件的工艺性。设计具有良好工艺性的弯曲件,不仅容易保证弯曲件精度,提高生产效率,而且能简化弯曲工艺与模具结构、节约材料等。因此,在满足使用要求的前提下,应充分考虑弯曲成形的工艺特点,使弯曲件具有良好的工艺性。
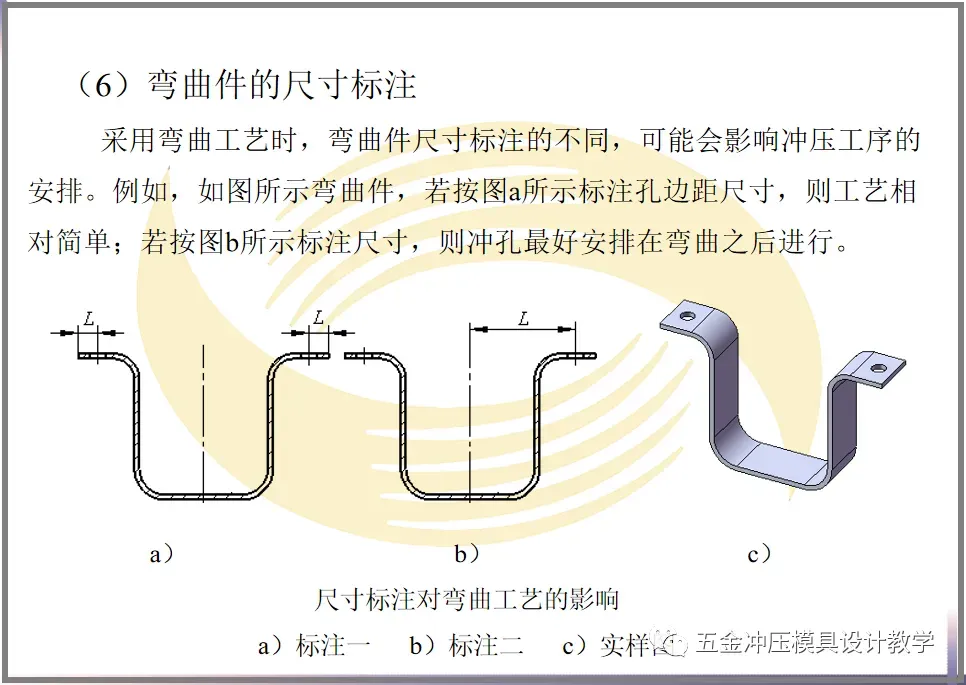
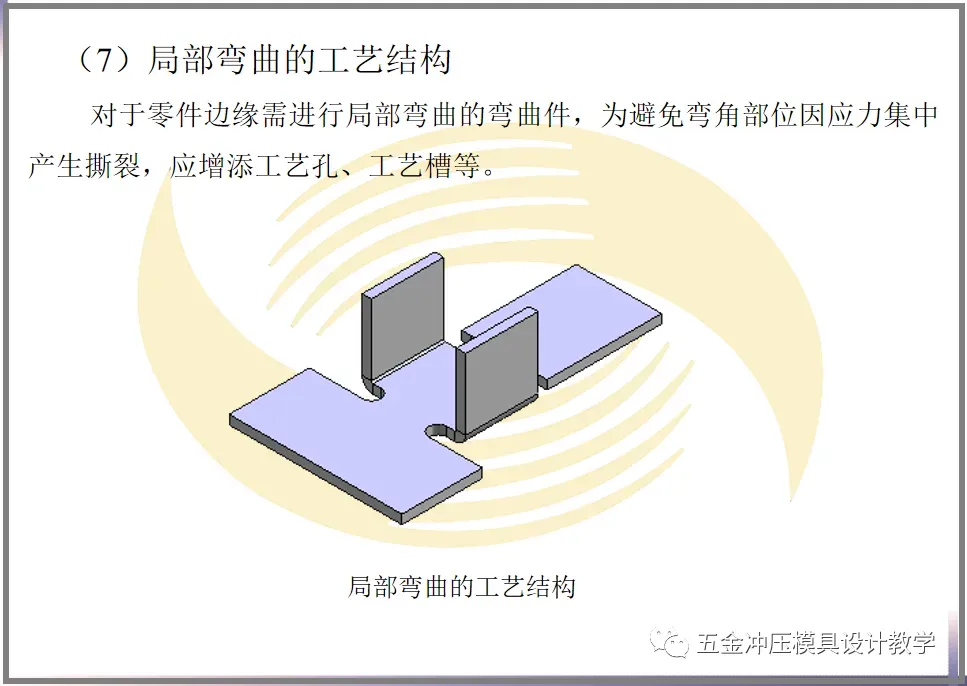
弯曲件的工艺性主要包括弯曲件的形状、弯曲半径、最小弯曲高度、弯曲角的孔边距、弯曲件的精度等级、弯曲件的尺寸标注、局部弯曲的工艺结构等。
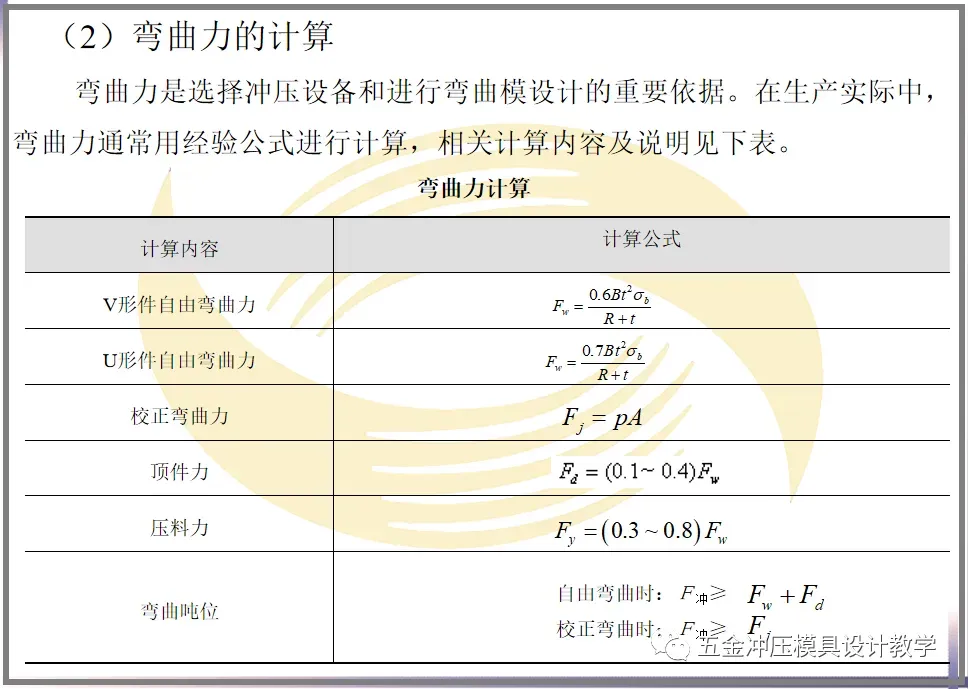
3.弯曲工艺计算:
4.弯曲常见质量问题:
(1)弯裂
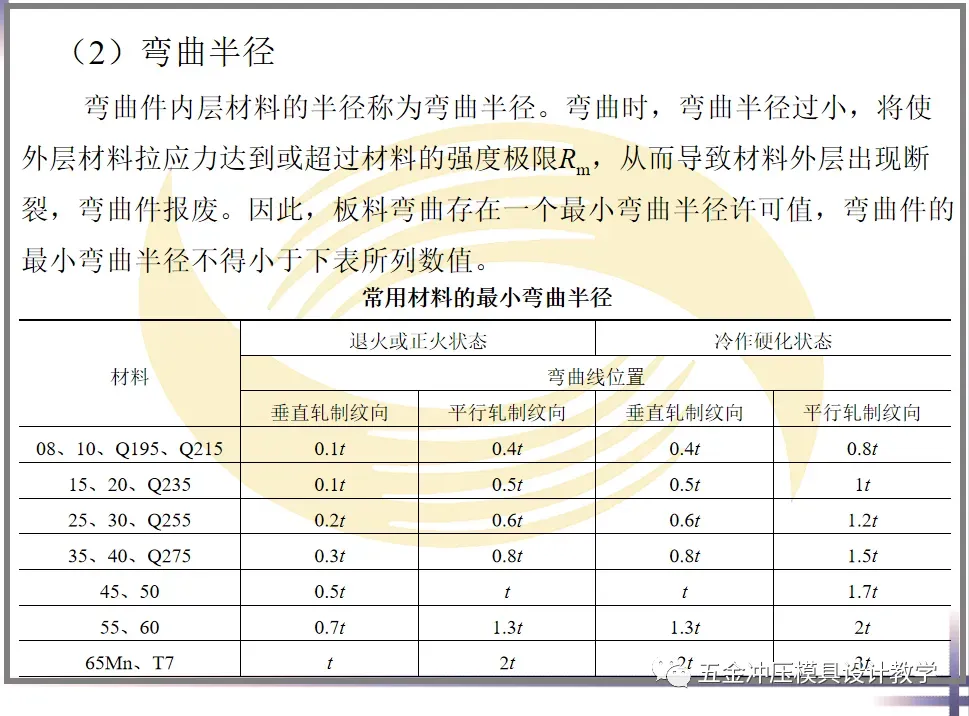
弯曲时,由于弯曲件材料外层纤维受拉且变形最大,所以最容易出现裂纹而造成弯曲件报废。外层纤维拉伸变形的大小,主要取决于弯曲件的弯曲半径(等于对应弯曲模凸模圆角半径)和弯曲件材料厚度。弯曲半径越小,材料厚度越大,弯裂的可能性越大。为了防止弯曲件的弯裂,必须限制弯曲半径,使之大于导致材料开裂之前的临界弯曲半径——最小弯曲半径。
(2)回弹
弯曲成形结束后,由于弹性变形的恢复,致使弯曲件的弯曲角度和弯曲半径发生变化,与模具尺寸不一致,这种现象称为回弹。
生产实际中,通常用回弹角Δα和曲率回弹量Δρ来表示回弹的大小。回弹角是指弯曲卸载前制件的弯曲角(弯曲凸模的弯曲角)与弯曲卸载后制件的实际弯曲角之差;曲率回弹量是指弯曲卸载前制件弯曲处的曲率半径(弯曲凸模圆角半径)与卸载后制件的实际曲率半径(弯曲半径)之差。
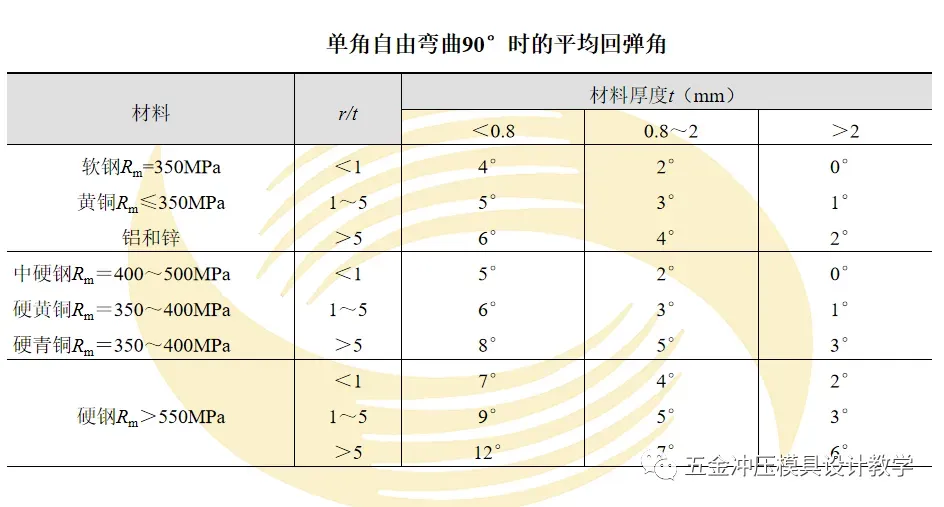
影响回弹的因素很多,如材料的力学性能、材料的相对弯曲半径r/t及弯曲中心角α、弯曲件的形状、凸模和凹模间的间隙大小、弯曲时的校正程度等。
单角自由弯曲,即自由弯曲V形件,弯曲中心角为90°时部分材料的平均回弹角(Δα90°)值可参考下表。
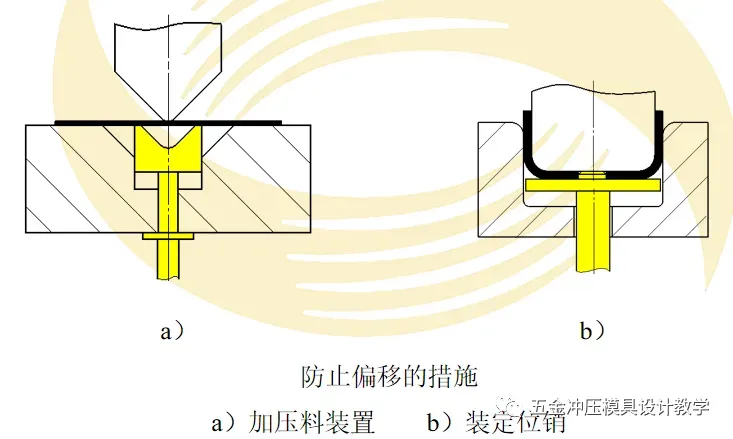
实际弯曲生产中,常采用压料装置或在弯曲模具上装定位销的方法,使毛坯在弯曲变形过程中无法移动,从而得到准确的制件尺寸,最终解决偏移问题。
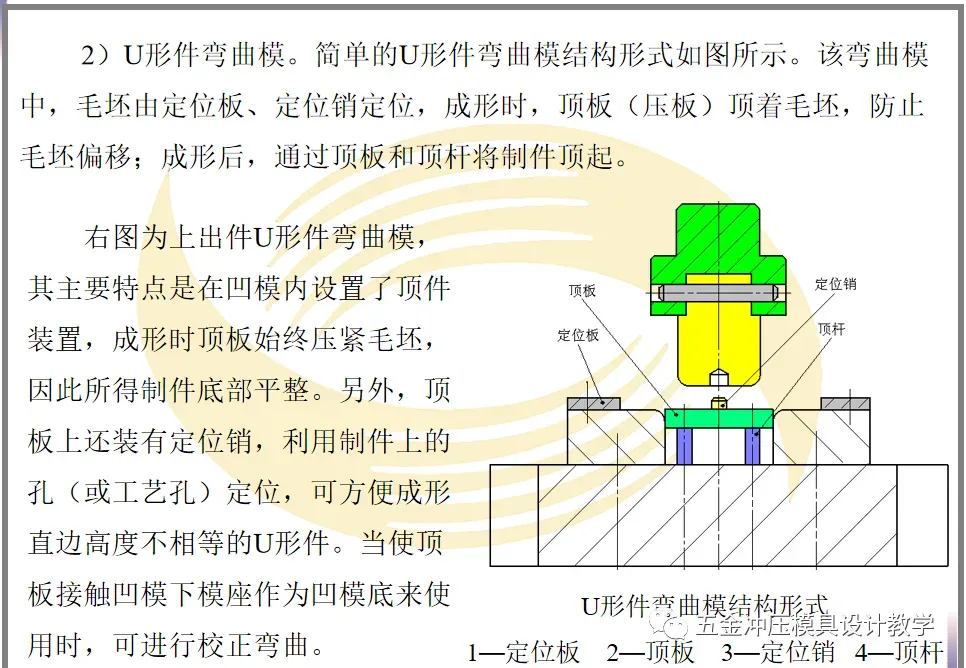
二、弯曲模结构
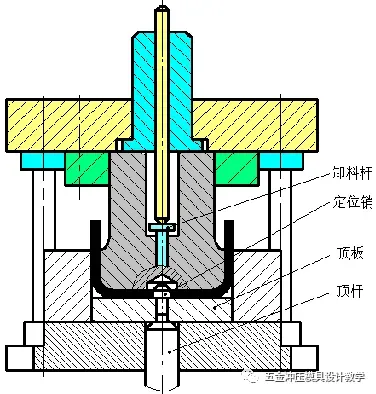
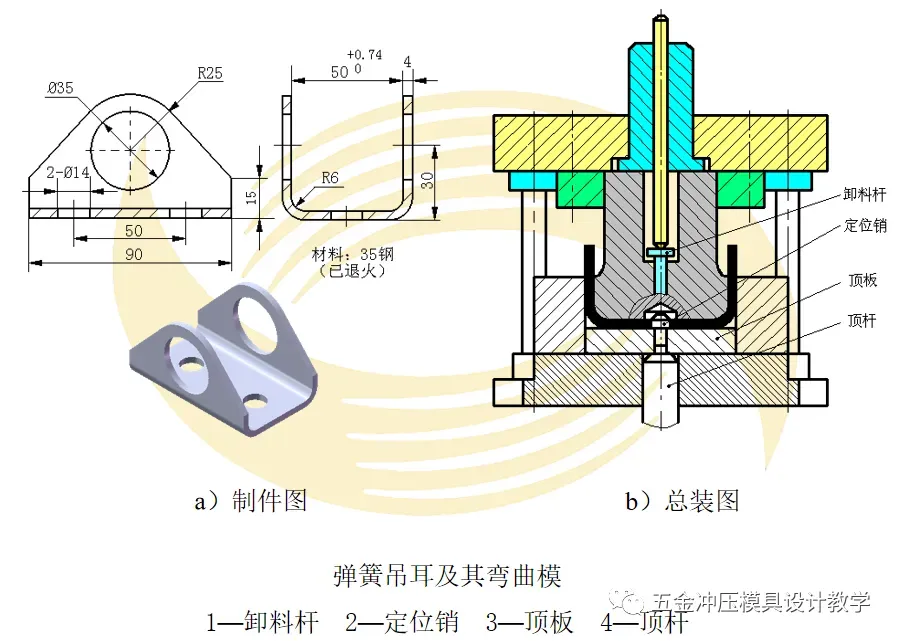
弯曲模是将制件弯曲成一定角度和形状的冲模。如图所示为弹簧吊耳制件及其成形用弯曲模,由于弹簧吊耳的生产批量较大,故上模、下模的导向选用导柱、导套。毛坯由顶板上两个定位销定位,这样还可以保证在弯曲过程中不产生偏移。顶板不仅起顶料作用,而且起压料作用。压料力是利用弹簧或橡皮(图中未画)通过顶杆来实现的。
 (资料收集于网络,仅供学习分享,如侵权,请联系删除)
(资料收集于网络,仅供学习分享,如侵权,请联系删除)
你们对这如何看,在下面留言大家一起评
模具设计学习咨询:204784466|模具前沿|设计技术|设计视频|设计资讯
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊一下我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。