对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
二类焊缝超声检测技术及标准问题解析
- 改进GS试块(两侧加圆弧)并控制探头移动速度,可有效解决小径管探伤耦合与信噪比问题
💡 核心结论:
- 需严格区分压力容器与压力管道的评级标准,后者允许有限未焊透
- 钢结构检测应关注翼板侧未熔合,优化探头选型(K3),并厘清混乱的检测标准委托
GS系列试块改进方案
标准试块耦合问题
改进方案与效果
探头移动速度控制
焊缝质量评定标准差异
工件类型 | 缺陷评级关键差异 | 典型缺陷处理 |
锅炉压力容器本体 | 不允许未焊透缺陷 | 裂纹/未熔合/未焊透直接评3级 |
压力管道 | 允许一定长度根部未焊透 | 按标准允许累计长度评定 |
一型焊缝检测实践与问题
翼板侧缺陷危害与检测
现场检测标准混乱问题
复杂钢结构检测优化
围绕二类焊接接头超声检测展开,涵盖 GS 系列试块改进、焊缝质量评定、探伤问题及解决方法等内容,同时分享了钢结构探伤案例及标准执行问题,内容如下:
二类焊缝超声检测基础
检测系统调整:二类焊缝检测系统调整有标准校准试块,如 47013 标准规定的 GS 系列试块用于钢管对接环焊缝检测系统调整。该系列试块具备 R25 和 R50 两个圆弧,圆弧法检测系统调整技术成熟,相关调整过程和距离波幅曲线标准对应的灵敏度设置可参考已有表格,无需详细讲解。
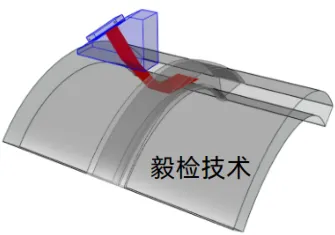
GS 系列试块改进
改进原因:原 GS 系列试块在小径管探伤时存在耦合问题,如检测薄壁管时,探头曲率半径与试块曲率半径不满足要求,导致扫描基线校准困难,影响探伤效果。以检测外径 Φ 48 的钢管为例,按标准应使用 GS - 1 号试块,但试块上 R1 曲面曲率半径与被检钢管半径不相符,不满足薄层介质和声强透射率理论。
改进方案:改进后的试块在两侧都增加校准圆弧,仅保留 R50 圆弧,去掉 R25 圆弧。当被检钢管曲率半径与试块下测试面曲率半径相同或相近时,可利用新增圆弧进行扫描基线校准,不影响检测灵敏度、信噪比和缺陷检出率。
焊缝质量级别评定
锅炉和压力容器管子环向焊缝:检查发现裂纹、未熔合、未焊透等缺陷,直接评为 3 级;一区以下的缺陷均评为 1 级。锅炉压力容器管子环向或纵向焊接接头质量评定按相关表格进行,一级、二级、三级所涉及的回波缺陷,回波幅度在二区的缺陷有不同规定,与一类焊缝缺陷评级规定相同。
压力管道环向或纵向焊接接头:与压力容器本体规定不同,压力管道环向对接接头允许一定长度范围内的根部未焊透存在,而压力容器本体上的钢管对接接头形成的焊缝不允许未焊透缺陷存在。因此,在进行钢管环向对接头超声探伤时,需明确被检对接接头属于压力管道还是锅炉压力容器本体。
小径管探伤问题及解决方法
探头前端形状影响:探头前端直角在探伤时,纵波倾斜入射端角反射率低于 20%;若探头前端因移动速度太快被撞成圆角,平面声源发射到凹曲面会使反射回波聚焦,导致组合始波宽度增加,信噪比降低,缺陷反射回波易与组合始波混淆。
解决措施:控制探头扫查速度,电力系统 DL/T 820 标准规定小径管探伤探头移动速度小于等于每秒 100 毫米,目的是减缓探头前端从尖角撞成圆弧。探伤时,探头从远处向焊缝方向移动,速度从 100 降到焊缝边缘时逐渐降为 0;探头远离焊缝边缘时,速度从 0 增加到 100,以延长探头使用寿命,提高检测灵敏度和信噪比。
一型焊缝相关内容
焊缝结构特点:一型焊缝结构中,横的板为翼板,立的板为腹板,腹板侧有时加工成半 V 孔或半 X 坡口,部分情况会加垫板。常见缺陷有根部未焊透、腹板侧和翼板侧的未熔合、焊缝填充区的气孔夹渣和裂纹等,其中翼板侧未融合危害程度比腹板侧坡口未融合更严重。
探伤方法:对于翼板侧未熔合,纵波在探头位置 2、3 有较高垂直检出率;根部未融合需在腹板侧利用二次波探伤。检测时需依据翼板和腹板厚度选择探头规格型号,翼板厚度大于 20 毫米,采用纵波单晶直探头曲线法检测翼板侧未融合;翼板厚度小于 45 毫米,用纵波双晶直探头,F 值选取与翼板厚度相同。
试块选择与检测系统调整:一型焊缝试块选择根据试块厚度而定,检测系统调整方法相对明确,一型接头质量级别评定也有相应标准。
实际检测问题及案例
标准混用问题:在某新建炼油项目中,钢结构探伤委托存在标准混用问题,委托书要求执行国标 GB/T 11345 - 2013 调节仪器灵敏度,又规定按钢结构焊接规范 GB 50661 进行超声检测和缺陷评级。这两个标准检测灵敏度和缺陷评定尺度不同,可能导致检测结果不明确,给检测公司存档和资质审查带来困难。经多次沟通,最终在中石油质量监督站协调下,委托书修改后检测工作才得以开展。
现场检测困难:某石化项目的钢结构腹板开两种坡口,翼板侧未融合检测困难,直探头无法使用。由于坡口角度小,焊接时焊条温度调节困难,导致大量翼板侧未融合缺陷。检测时,选用 13×13K3 探头比 13×3K2 探头更易发现翼板侧未融合,可通过腹板上下表面分别用一次波扫查,减少施工单位打磨宽度。