五一小长假来了,利用假期看了一下新发布的SPC黄皮书。“2026年SPC黄皮书”正式名称为AIAG(美国汽车工业行动集团)与VDA(德国汽车工业协会)联合发布的《统计过程控制》(SPC)手册草案版,于2026年2月发布。接下来逐步分享一下黄皮书学习中的几个个人理解。大家看了标题,应该知道我今天要分享的内容了,没错,今天主要和大家聊一下PpK和CpK,即过程性能和过程能力。本次SPC黄皮书最重要的变化之一,就是明确并严格区分了“过程能力(Capability)”与“过程性能(Performance)”,终结了业界长期混淆的局面。1. 明确区分“能力”与“性能”的适用场景
过程能力(Cp/Cpk):代表过程的理想潜力,仅包含普通原因变异,必须在过程已被验证为统计受控、稳定 后才能使用。
过程性能(Pp/Ppk):反映过程的真实表现,同时包含普通和特殊原因变异,适用于未经稳定性验证或明确不稳定、不受控的过程(如试产阶段)。
什么普通原因?什么是特殊原因?
一句话来总结,普通原因就像过程“呼吸”一样,始终存在,持续稳定,只能通过改进系统才能减少。而特殊原因就像过程“打喷嚏”一样,属于突发异常,但是可以立即处理,使其回复到正常。
2. 严禁在过程不稳定时使用Cpk
一个关键的红线原则是:当控制图显示过程不稳定时,严禁计算和汇报过程能力指数Cpk,只能使用Ppk,以避免误导性的预测。在黄皮书发布前,作为运用SPC的实例,大多数的做法是:在公司内部取几个寸法,连续一段时间进行测试,据此作出均值极差图,或者单值移动极差图,等到月末再算出Cp和Cpk。实际生产过程是否稳定,并没有进行严格检测,通常默认为整个过程是稳定和受控的。但2026年2月黄皮书发行后,以后的Cp和CpK再计算前,必须要对稳定性进行验证了,否则计算出来的结果是不被认可的,二方或者三方审核同样也不能通过。过程稳定性验证过程还是很麻烦的,建议大家导入质量软件进行管理。
3、其他
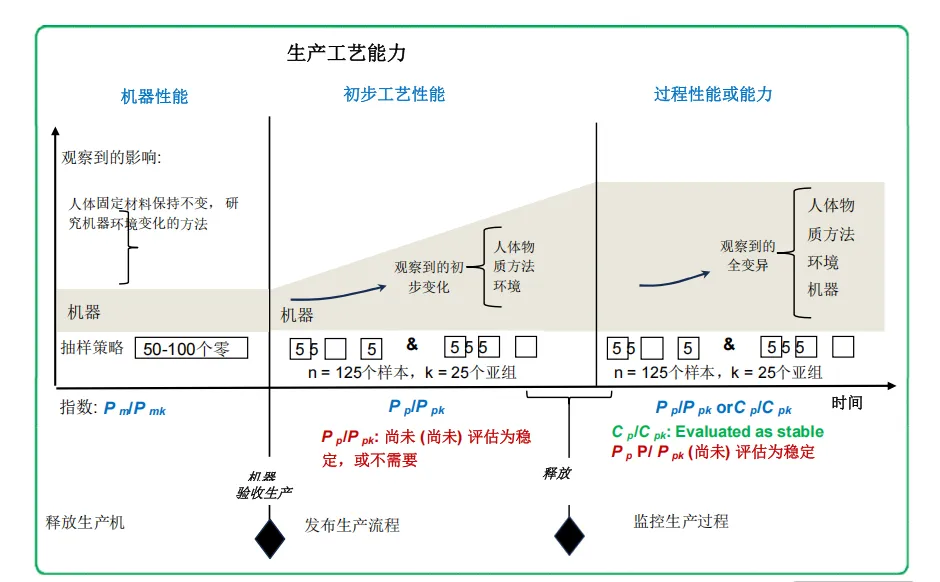
再多说一点,在计算过程性能和过程能力之前,本着从源头管理的原则,SPC黄皮书里增加了对机器设备的管理,即机器性能指数(Pm/Pmk),以此来准确分离变差来源。
要求在尽量消除操作人员、物料、方法等干扰的条件下,评估机器设备自身精度潜力,用于设备验收。同时明确了设备验收的量化标准,即不同样本量它的接收系数是不一样的, n ≥ 50 时,要求 Pm ≥ 2.00,Pmk ≥ 1.67,设备不达标不得收货。
总的来说,2026年SPC黄皮书的这些变革,将SPC从一个孤立的工具,提升为一套贯穿产品全生命周期的系统性预防管理体系