对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
无缝钢管与直缝焊管超声检测技术要点
- 无缝钢管检测需严格依据壁厚与缺陷类型选择探头及试块,检测顺序必须先检折叠分层
💡 核心结论:
- 直缝焊管检测面临标准与设备支持不足的挑战,必须建立完善的专用检测系统方可实施
- 质量评定中,折叠、分层缺陷及特定情况的相邻缺陷合并规则是判定关键
无缝钢管检测系统选择
检测对象 | 探头选择 | 频率/参数 | 关键要求 |
壁厚<8mm折叠分层 | 纵波双晶直探头 | F值4mm,频率5MHz | 用声场上半区检测 |
壁厚>8mm折叠分层 | 纵波双晶直探头 | F值为壁厚2倍,频率5MHz | 随壁厚增加F值 |
内外壁横向裂纹 | 横波K1斜探头 | 频率选高频,折射角35°-55° | 利用端角反射 |
内外壁纵向裂纹 | 横波外圆周向曲率斜探头 | 频率选高频 | 主声束需与内壁相切 |
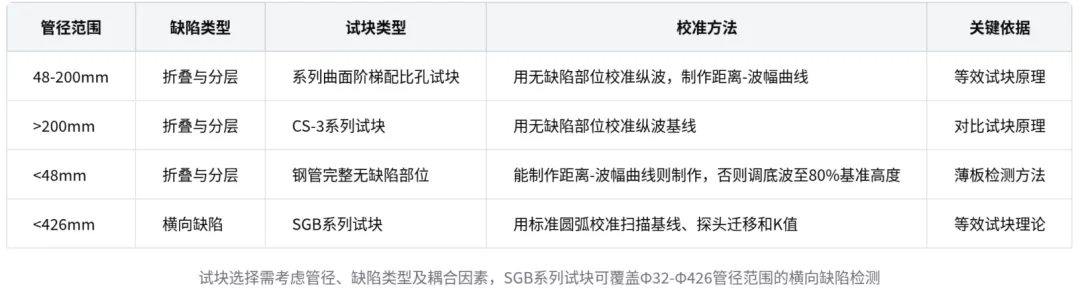
试块选择原则
- 管径 >48mm 且 <200mm 时,使用被检钢管完好部位校准
- 管径 >200mm 时,可使用CS-3系列对比试块
检测顺序与质量评定
- 无法制作曲线时,底波高度低于基准 3dB 评为最差
直缝焊管检测挑战与方案
制造工艺与缺陷
检测系统建立难点
扫查方式与质量评定
围绕无缝钢管和埋弧直缝焊钢管的超声检测展开,详细讲解了检测仪器、探头、试块的选择,检测顺序、质量评级以及检测系统的建立等内容,为提高钢管超声检测的准确性和可靠性提供了指导。内容如下:
无缝钢管超声检测
探头选择
管壁厚度小于 8 毫米:中波双晶子弹头菱形声场的 F 值选 4 毫米,探头频率选 5 兆,使用菱形声场的上半区检测折叠与分层缺陷。
管壁厚度大于 8 毫米:F 值选择为管壁厚度的 2 倍,频率选 5 兆。
纵波径向检测:无缝钢管外径在 Φ 32 到 Φ 127 毫米,压定晶片直径选 Φ 5;外径在 Φ 127 到 194 毫米,选 Φ 6;外径在 194 到 299 毫米,选 Φ 8;外径在 299 到 Φ 426 毫米,选 Φ 10。
横向裂纹检测:采用横波 K1 斜探头,频率选高频,壁厚小于 6 毫米,镜片尺寸选 Ф 6,用二次波检测外壁缺陷,三次波检测内部缺陷;壁厚 6 到 14 毫米,镜面尺寸选 5×6,采用二次波检测外壁缺陷,三次波检测内壁缺陷;壁厚大于 16 毫米,镜面尺寸选 6×6。
考虑耦合因素:检测外径小于 426 毫米钢管的横向缺陷,外缘轴向曲率横波斜探头的轴向曲率半径参考探头;平行管轴内外壁纵向裂纹曲线采用横波外圆周向曲率斜探头,频率选高,K 值参照通用部分规定。
试块选择
管径大于 48 小于 200 毫米:检测折叠与分层缺陷,使用被检测钢管无缺陷完好部位校准纵波,依据等效试块原理,采用系列曲面阶梯配比孔试块制作重波双音子弹头的距离 - 波幅曲线。
管径大于 200 毫米:使用被检钢管无缺陷的完好部位进行纵波基线校准,依据对比试块原理,可采用 CS - 3 系列试块。
管径小于 48 毫米:折叠与分层检测使用钢管完整无缺陷位置完成纵波调仪器扫描,能满足距离 - 波幅曲线制作条件则制作,不能则将管内壁波高度调到基准高度 80%,再乘以实际率作为基准。
横向缺陷检测:管外径小于 426 毫米,依据等效试块理论利用 SGB 系列试块,用其标准圆弧完成扫描基线标准测试探头迁移和 K 值,制作距离 - 波幅曲线。
检测顺序:先检测影响横波探伤头超声传声途径的折叠和分层缺陷,再进行横向和纵向裂纹检测,双晶探头的隔声片应与管子长度方向垂直,扫查时要正反两个方向进行。
质量评级:无缝钢管中折叠缺陷可形成应力集中引起局部断裂,检测发现折叠缺陷评为最差;分层缺陷反射回波幅度达到或超过距离 - 波幅曲线,或面积大于探头声场截面积,评为最差;无法满足距离 - 波幅曲线制作条件,底波高度低于基准高度 3dB 时,定为最差。
埋弧直缝焊钢管超声检测
制造过程和常见缺陷
制造过程:由钢板卷制而成,依据壁厚不同分为工字形与 X 型两种焊口形式,管壁较薄时采用工字形焊口内外埋弧一次焊接,管壁较厚时采用 X 型焊口内外埋弧多道焊接。
常见缺陷:工字形焊口主要缺陷为焊缝承间未焊透;X 型坡口主要缺陷为焊缝承间未焊透以及坡口未熔合;还可能产生气孔、夹渣、裂纹等缺陷,主要是人为因素导致,如焊剂未烘干、杂质未去除、板边未除锈、焊接速度与电流不匹配等。
检测方法和系统建立
检测方法:管外壁采用横波外缘周向检测,管内壁采用横波内缘周向检测。
仪器选择:要求仪器具备横波内外圆轴向曲率斜探头扫描基线校准、横波斜探头 K 值测试、距离 - 波幅曲线自由制作等功能,目前具备这些功能的设备较少。
探头选择:外缘轴向曲率横波探头的前沿长度参照第三章探头部分第四条确定;外圆纵向曲率横波斜探头 K 值按第四章 4.4 通用部分选择,不小于 33.3°;外圆周向曲率横波斜探头周向曲率半径为管内径的 1/2;内圆周向曲率横波斜探头周向曲率半径为内圆曲率半径的 2 倍,误差范围在 0.9;横波内缘周向检测时,折射角度一般为 56°到 60°。
试块选择:标准只给出对比试块,未给出校准试块。外圆周向检测依据管径与壁厚,参照通用技术条件制作外圆双弧单孔法或外圆双孔法专用对比试块;内圆周向检测同样参照通用技术部分制作内圆双孔法专用对比试块;距离 - 波幅曲线制作可在专用对比试块上添加不同深度、不同数量的孔,根据仪器确定制作孔的数量。
检测系统调整和扫查方式
检测系统调整:外圆轴向曲率检测使用具备外圆双工法校准功能的仪器和横波外圆纵向曲率斜探头;内圆周向曲率检测按标准规定对直缝焊管内壁进行分段探伤,使用具备内圆校准功能的仪器。
扫查方式:只能做锯齿形的前后扫、横平扫,围绕转角倾斜扫查难以实现。
质量评级:超过评定线的信号,要注意是否有裂纹、未融合、未焊透等密集缺陷特点,如有怀疑,采用改变探头折射角度、增加检测面、观察动态波形等方法,结合工艺结构特征判定,对波形不能判定时,辅以其他检测方法;沿缺陷长度方向相邻的两个缺陷,长度方向间距小于其中较小缺陷长度,且在与缺陷长度垂直方向的间距小于 5 毫米,应作为单个缺陷计算。
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
