学习笔记|DX530船舶尾轴密封大揭秘:拆卸、检查与安装全流程解析
- 2026-04-21 19:20:04

作者说:
某轮坞修期间进行尾轴密封的拆卸检查,遇到了最易导致尾轴密封失效,固定螺栓异常磨损的根源——尾轴缠上了渔网。
船舶开具航修单,申请船舶进坞检修艉密封;提前申请艉密封备件。
工具准备:脚手架、液压泵,下沉量测量工具、塞尺,扳手,起吊设备,百分表等。
设备检查:确保设备已断电、固定牢固,艉轴管、艉密封等已放空滑油。
记录信息:拍照或记录螺旋桨的初始状态、连接方式、测量数据。
更换尾密封,白钢套抛光,更换磨损部件。
完成压油测试,确保密封性,安装导流罩和渔网刀,起浮测试。
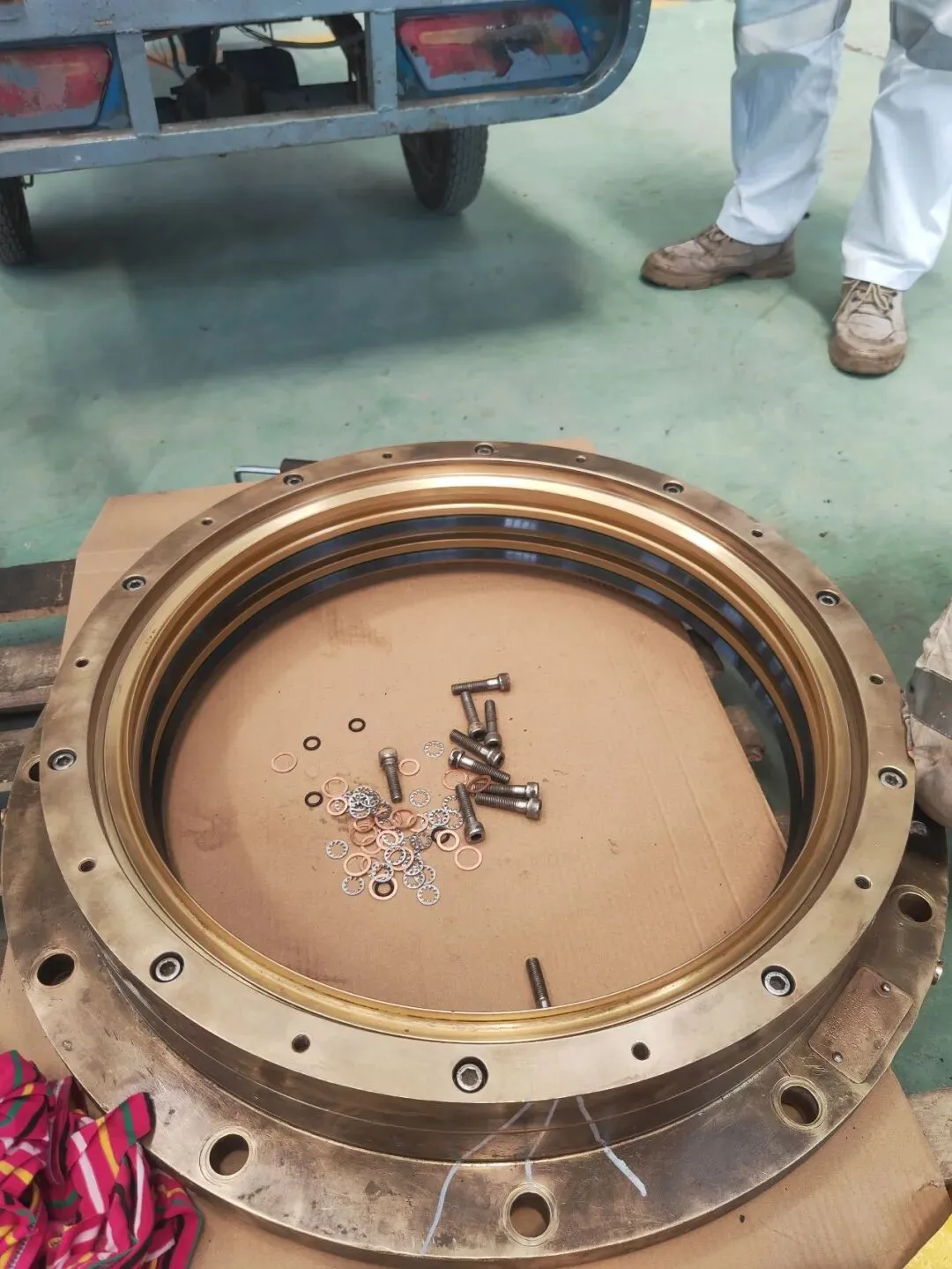
螺旋桨及艉轴做好标记,同一部位测量下沉量;艉密封1#腔上下内六角螺栓拆卸后,艉密封拆卸前测量检查下沉量,记录。


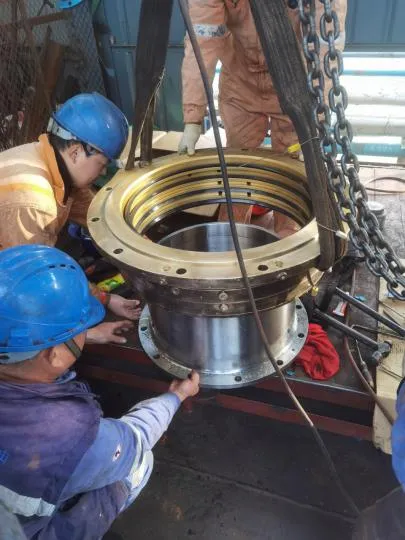
拆卸前检查外观,发现防渔网罩内部缠绕大量渔网


拆卸导流帽,将军帽,渔网帽内有大量积水,牛油液化发黑










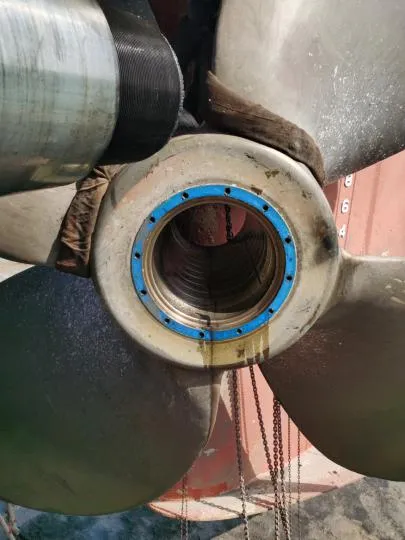

渔网罩变形,上部渔网刀剐蹭螺旋桨,网罩尾部与螺旋桨间隙呈上小下大形状。螺旋桨桨毂及叶根被摩擦的很光滑。白钢套装配螺栓头部严重磨损,无法再次使用。分析可能螺旋桨一开始缠了较大渔网,经过长时间摩擦,最终剩部分渔网进入尾密封导致泄漏。






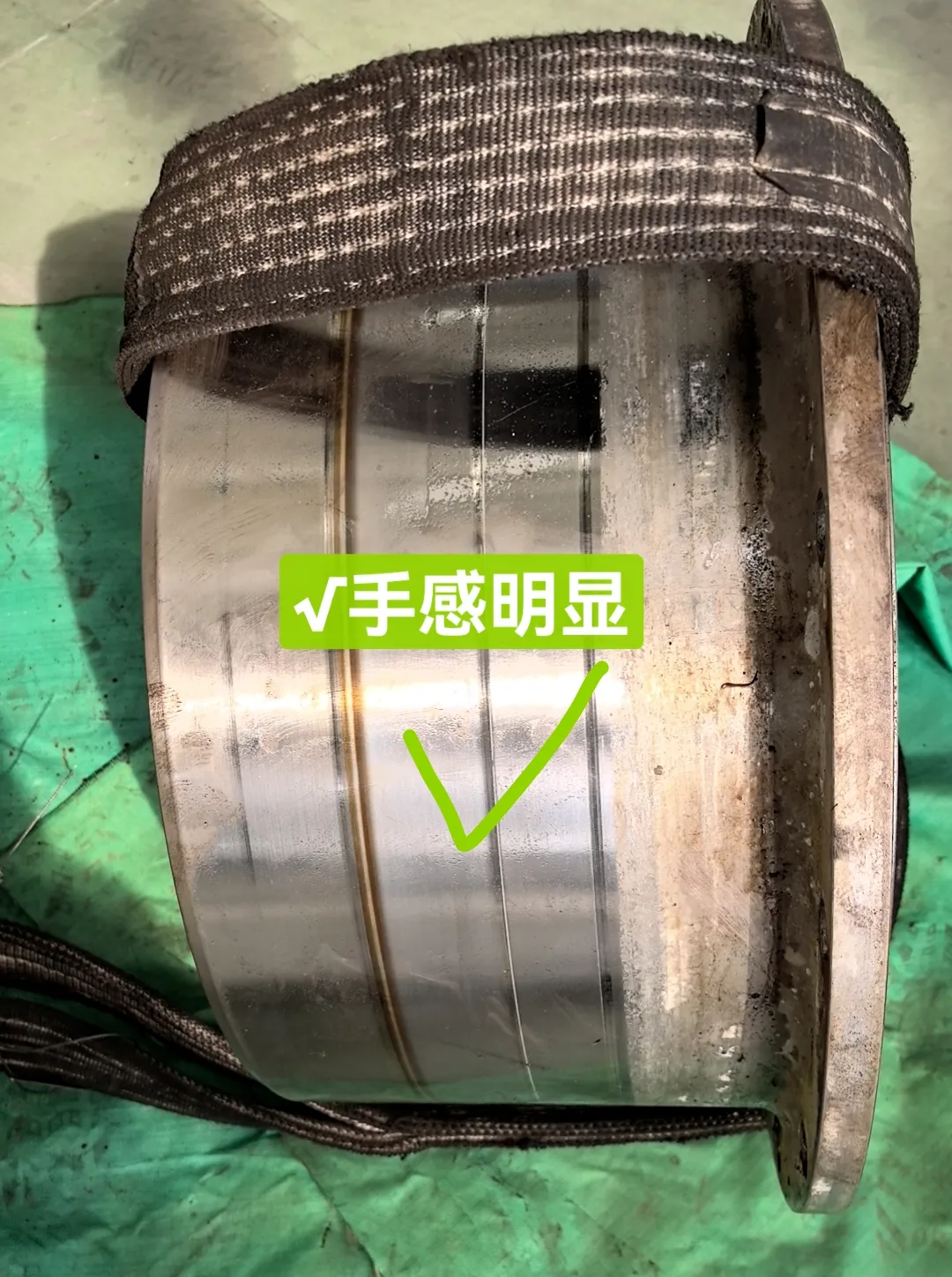

尾密封及白钢套进车间,白钢套抛光约5丝,磨痕消除;



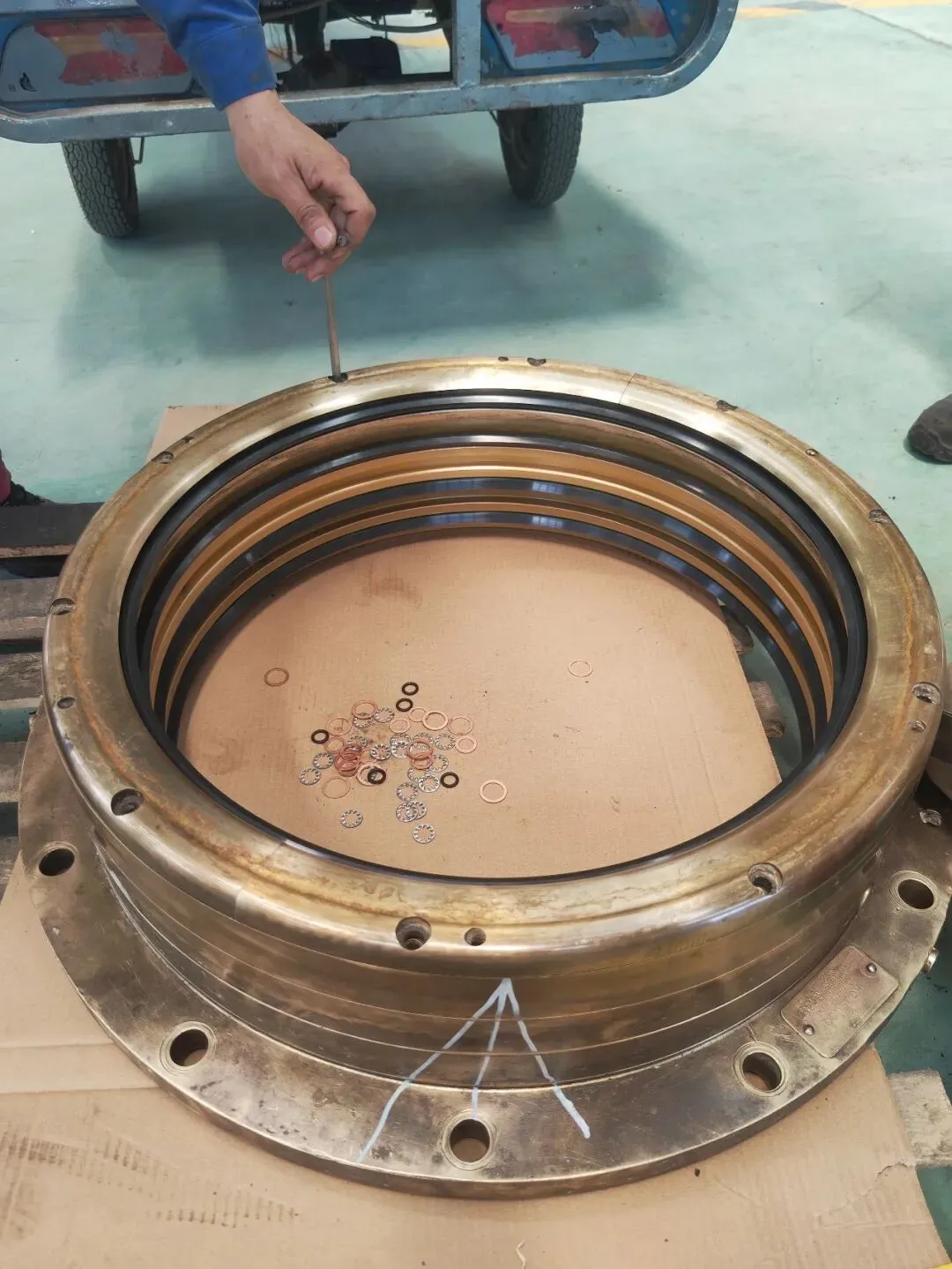
艉密封左上侧2#腔透气管吹通

艉密封右下2#腔进油管吹通

艉密封右上侧3#腔透气管吹通

艉密封左下侧3#腔进油管吹通

白钢套表面抛光

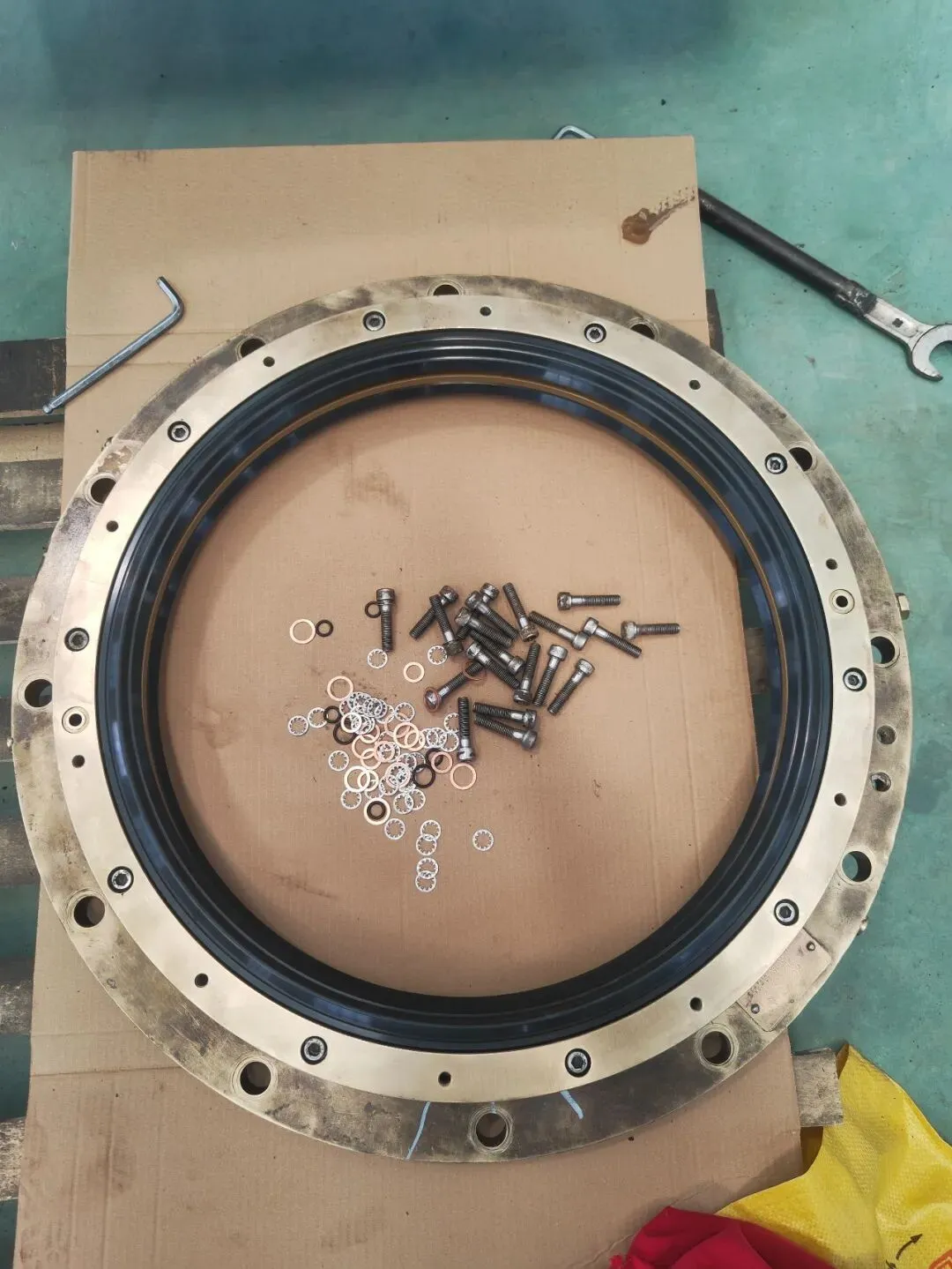
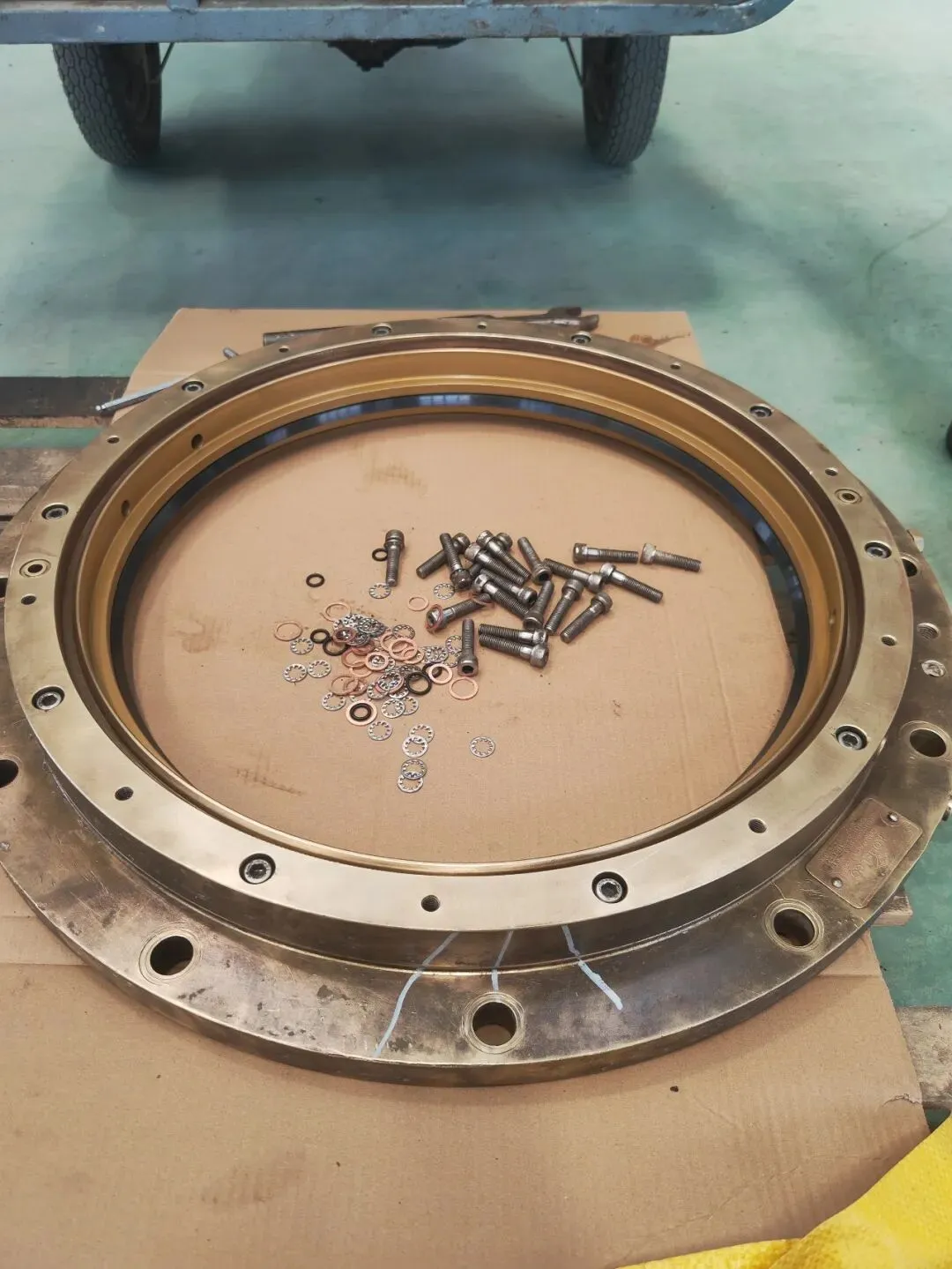
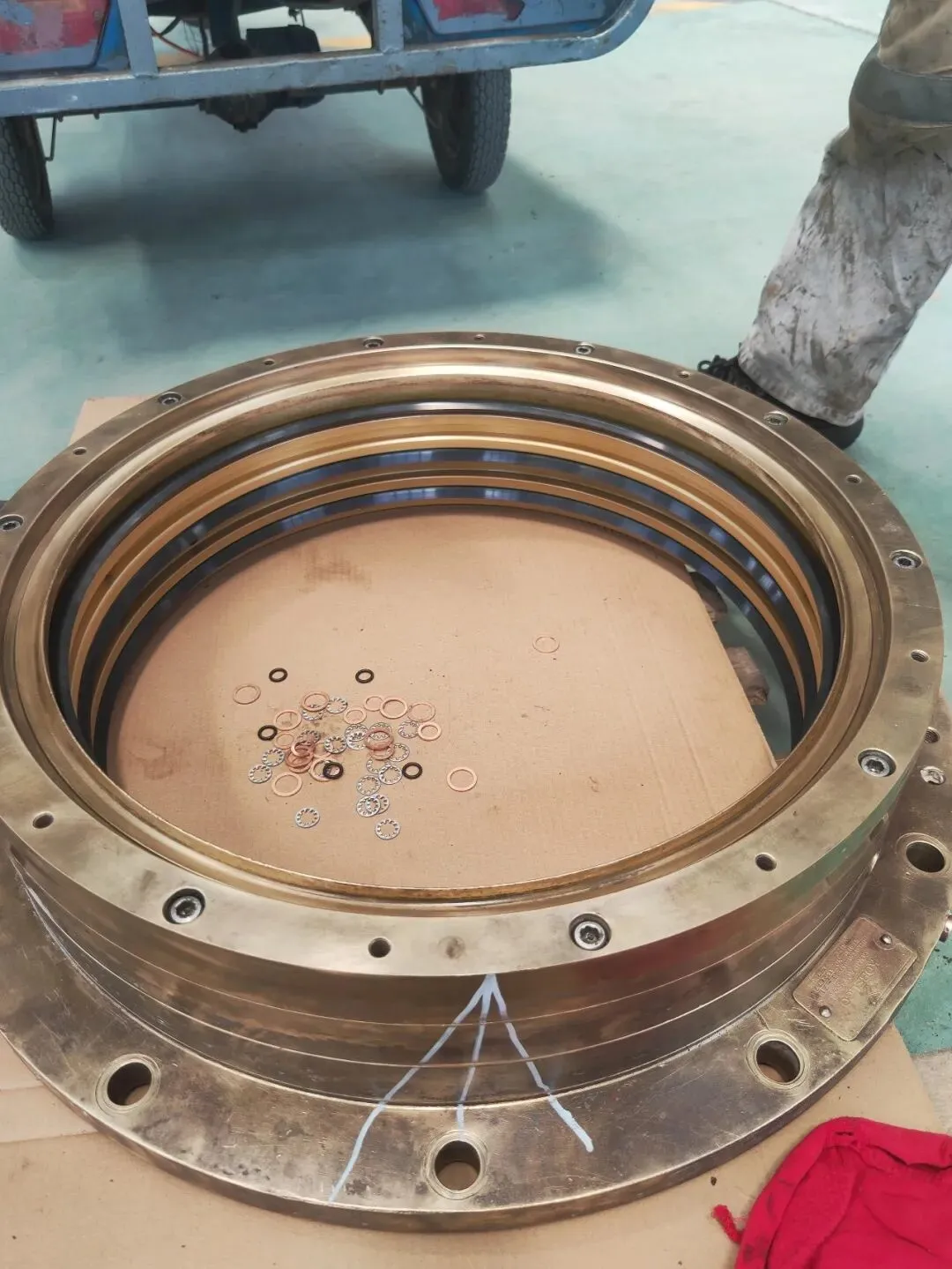
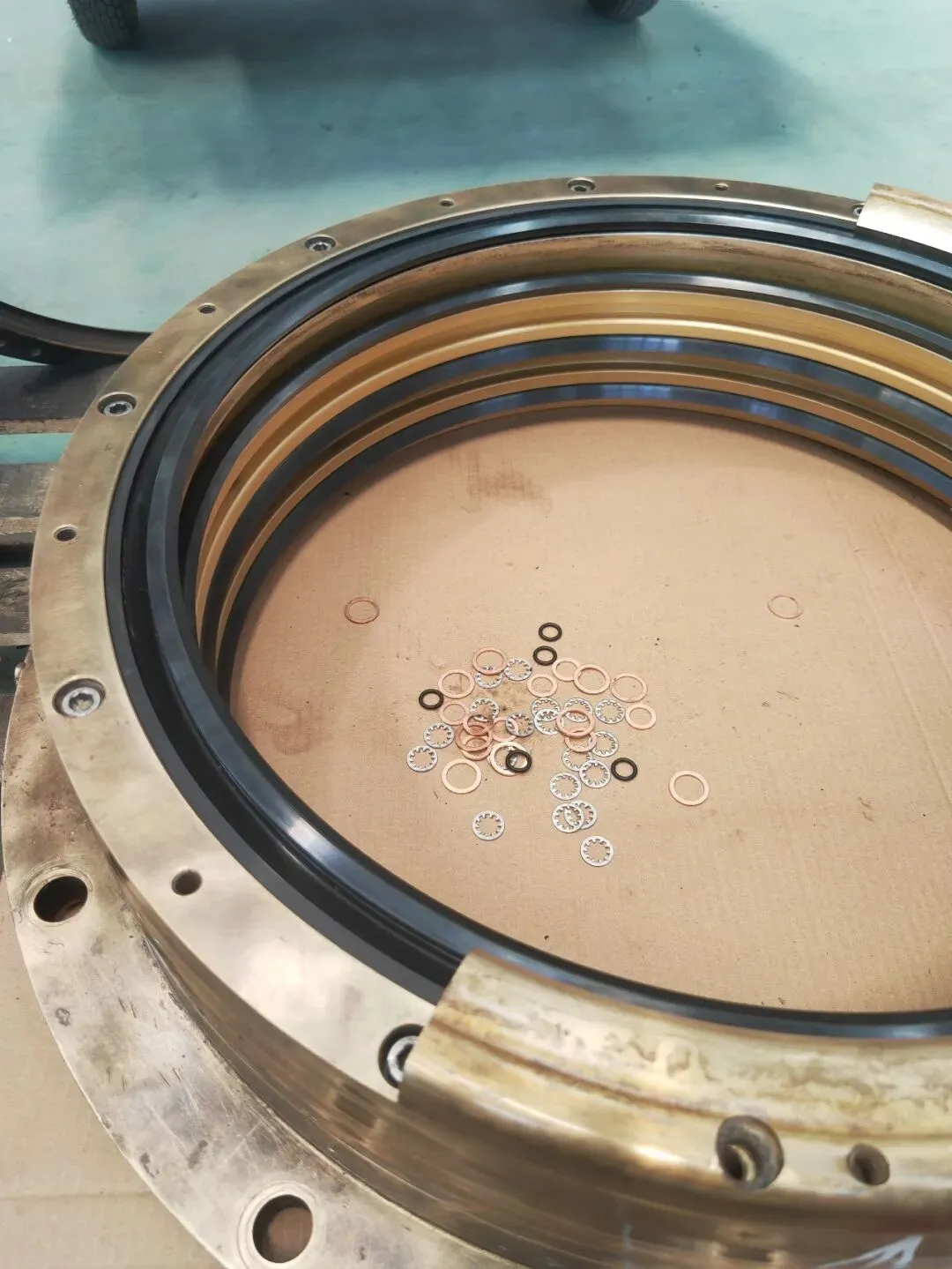
艉密封拆卸检查,更换密封圈
尾密封解体清洁,明显可见尾密封尾部铜质压环被磨出约3mm凹坑,4道橡胶环唇部均有不同程度磨损。尾密封更换新件,装配。












螺旋桨轴及各部位清洁后安装尾密封白钢套及螺旋桨,白钢套装配螺栓全部更换不锈钢新件





艉密封2mm垫床安装至船体

艉密封螺栓固定收紧

白钢套2mm垫床及加粗O-RING安装至螺旋桨平面

螺旋桨到位
螺旋桨压进量测量,液压螺母上妥后焊接保险。尾轴下沉量测量72.8/73.6,白钢套跳动量测量0.14



螺旋桨压进量检查

螺旋桨压油上紧

艉轴跳动量测量检查

装复后下沉量测量

下沉量数据记录

白钢套、艉密封螺栓钢丝绑扎
尾密封系统压油约10小时:
尾轴管压油0.1MPa→3#腔检漏
1#腔补油适量。



尾轴管压油,压力0.1MPA,检查3#腔有无漏油





艉密封装复完成

导流帽内腔加1/3牛油,安装,
渔网罩更换加厚钢板10mm,与螺旋桨间隙调整至5mm左右,定位焊接,内部焊渣用高压空气吹除,4把渔网刀焊接,油漆。



防渔网罩焊接安装

防渔网罩焊接安装完成,油漆

导流帽安装到位

螺旋桨安装完成


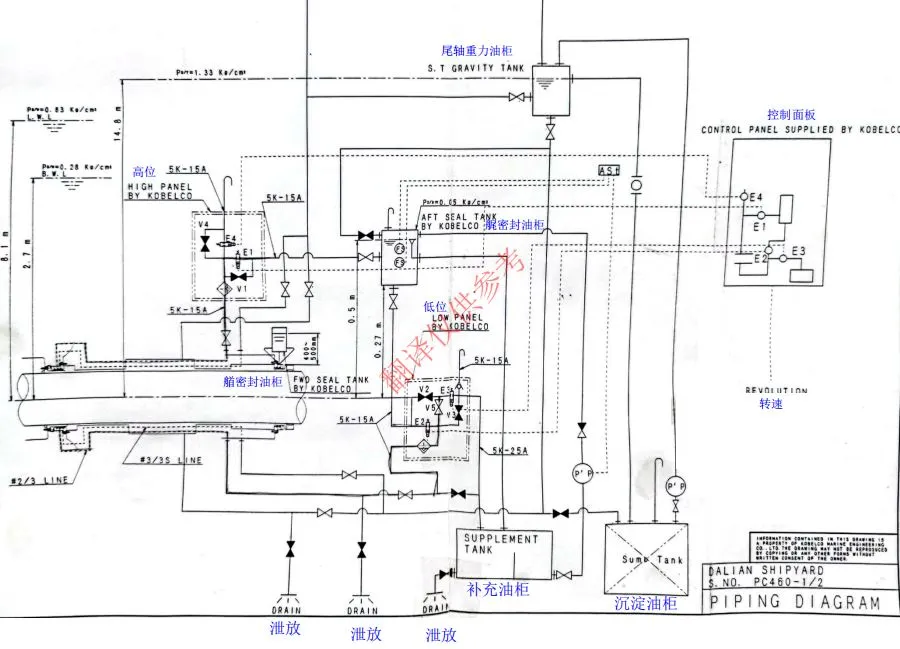
艉密封压油示意图
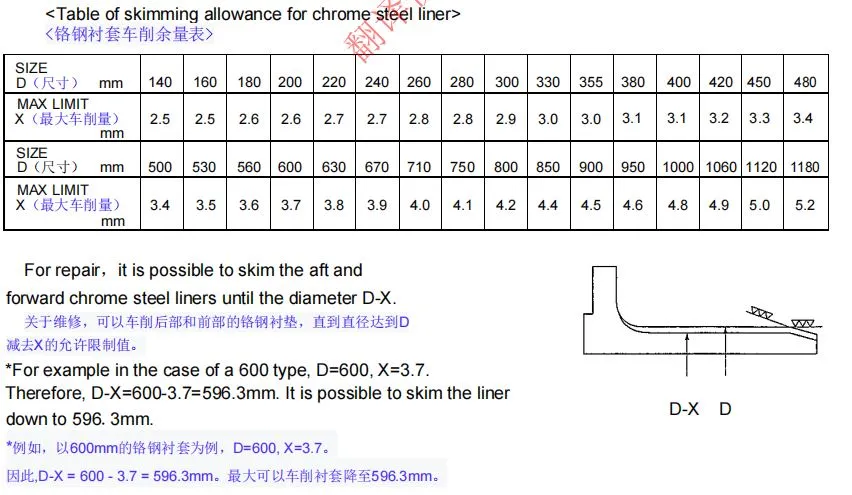
白钢套车削余量
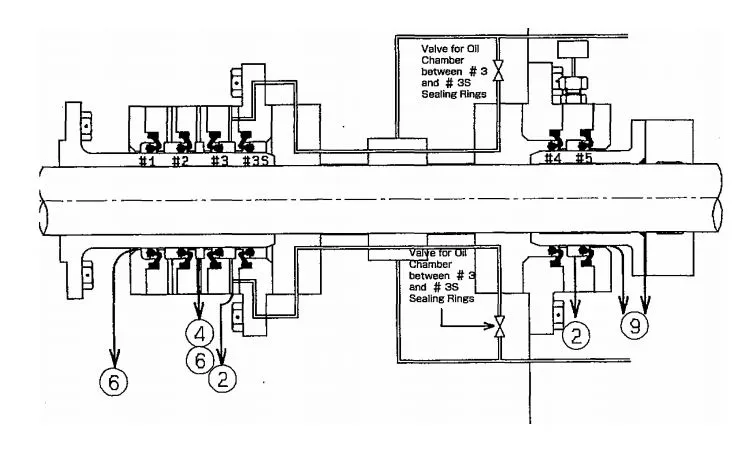
艉密封系统图
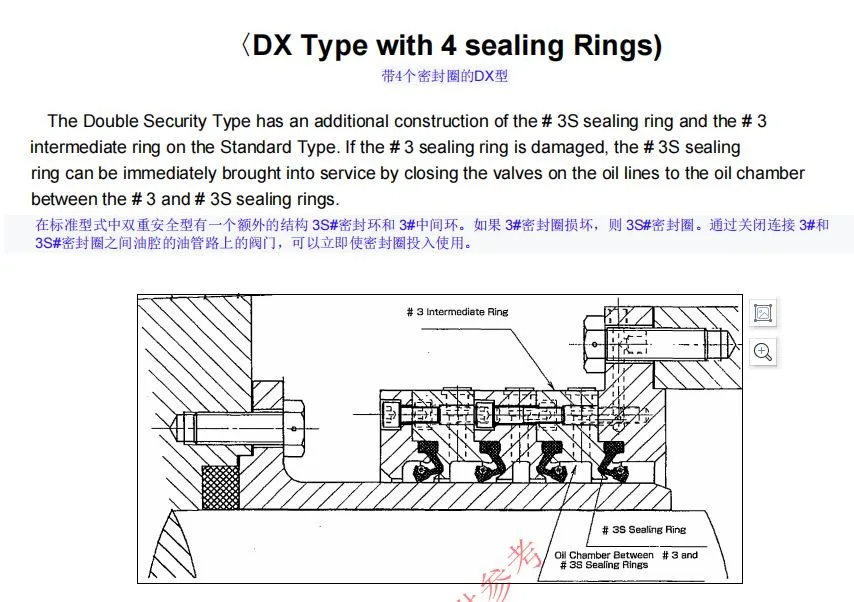
艉密封示意图
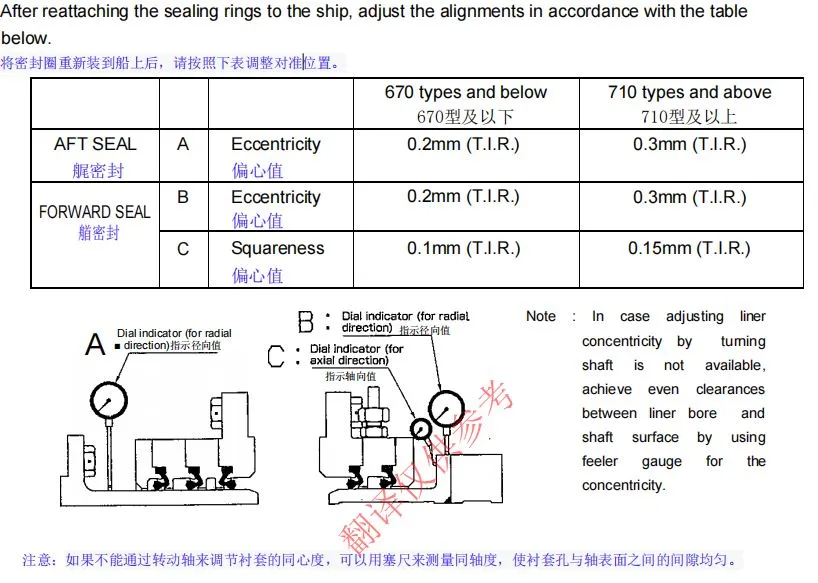
同心度调整


END


