对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
超声检测中影响缺陷定位的主要因素
- 缺陷定位精度受仪器、探头、工件材质、人员操作等多因素综合影响
💡 核心结论:
- 需根据工件特性(如奥氏体焊缝)选择合适频率并精确校准系统
- 正确识别几何反射、表面波、幻象波等干扰信号是准确定位的关键
仪器与探头对缺陷定位的影响
影响因素 | 具体表现 | 对定位的影响 |
仪器显示器分辨率 | 液晶屏像素点低,有拖尾 | 扫描基线精度差,制约探头扫查速度 |
探头中心频率误差 | 手工制作导致频率不准 | 波长与近场误差,影响信噪比与分辨率 |
探头声束轴线偏移 | 斜楔卡偏或镜片粘接不平 | 主声束偏离几何中心,定位精度下降 |
探头斜楔磨损 | 前端磨损K值变小,后端磨损K值变大 | 缺陷回波向扫描基线零点或远离方向偏移 |
工件材质与状态对缺陷定位的影响
工件声速与内应力影响
工件边界与高温影响
缺陷自身情况影响
人员操作与干扰信号识别
扫描基线校准与K值测定
典型干扰信号识别
特殊波形的识别与处理
围绕影响缺陷定位的主要因素展开,详细讲解了仪器、超声探头、工件材质、操作人员等方面对缺陷定位的影响,还介绍了不同波的识别方法以及其他相关因素对探伤的影响,内容如下:
仪器对缺陷定位的影响
辅助功能影响:数字超声检测仪多项技术指标虽能满足检测要求,但不同仪器在显示器分辨率、触发脉冲频率等辅助功能方面存在明显差别,可能产生不同检测结果。例如显示器分辨率偏低,会影响扫描基线精度和扫查速度。
扫描基线刻度:数字仪器扫描基线的刻度利用显示器分辨率(像素点)形成,液晶屏和场致发光屏的像素点不同,导致扫描基线精度有差异,液晶屏仪器的扫描基线精度比场致发光屏的显示器差一倍。
液晶显示器拖尾:液晶显示器有拖尾特点,会制约探头的扫查速度。如按标准规定的每秒 150 毫米速度移动鼠标,屏幕上的光标会变成一串。
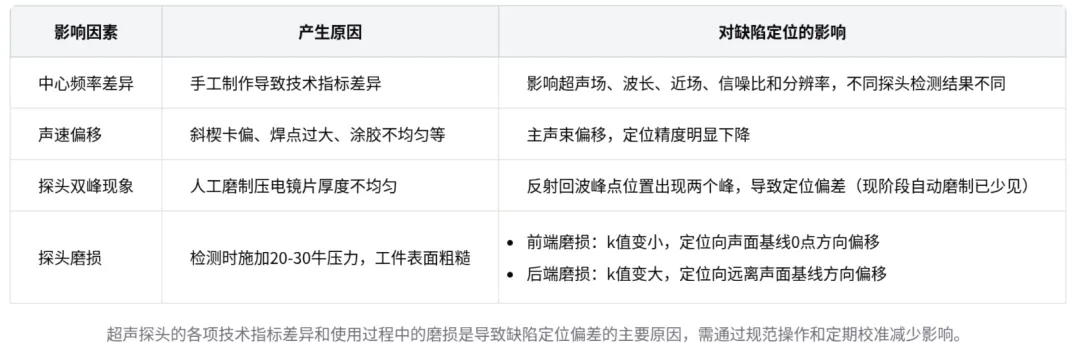
超声探头对缺陷定位的影响
中心频率影响:超声探头手工制作,即使规格型号相同,技术指标也有较大差别。探头的中心频率会影响超声场、波长、近场、信噪比和分辨率,不同探头检测同一工件可能给出不同结果。
声速偏移问题:超声波假定波束轴线与探头镜片几何中心重合,但实际主偏角轴线常偏离中心轴线,导致定位精度下降。例如斜探头斜楔卡偏、焊点过大、涂胶不均匀等情况,都会使主声束偏移,影响缺陷定位。
超声探头对缺陷定位的影响因素分析
探头双峰现象:理论上探头可能出现双峰现象,这是由于人工磨压电镜片时厚度不均匀导致。现阶段采用设备自动磨镜片,双峰现象已很少出现。
探头磨损影响:探头在检测过程中会出现磨损,不同部位磨损会导致探头的 k 值变化,从而影响缺陷定位。如斜探头前端磨损严重,k 值变小,缺陷定位向声面基线 0 点方向偏移;后端磨损严重,k 值变大,缺陷定位向远离声面基线方向偏移。
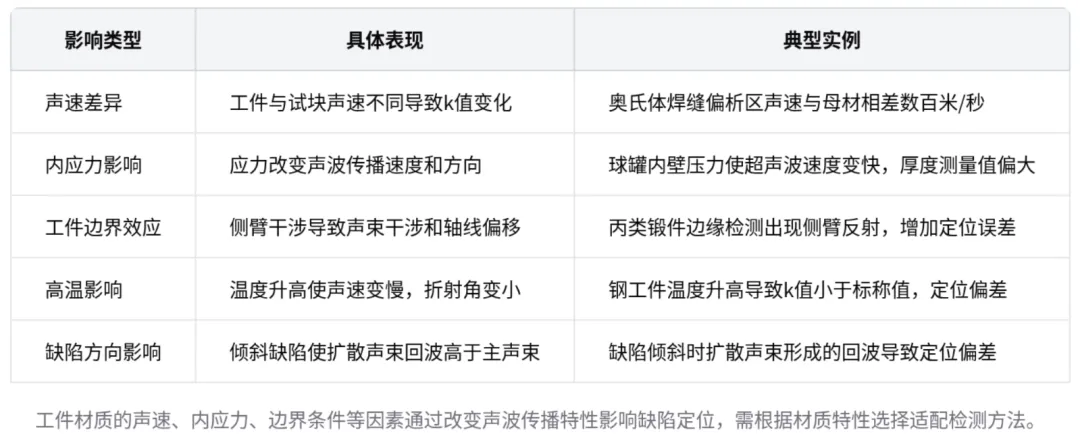
工件材质对缺陷定位的影响
声速不同影响
不同材料声速差异:工件与试块声速不同会使探头的 k 值发生变化,影响缺陷定位。例如碳钢与奥氏体不锈钢母材声速有偏差,奥氏体焊缝偏析区的声速与母材声速也不相等,且差值较大。
标准试块校准问题:按照 47013 23 版标准给出了专用对比试块,但奥氏体母材做成的试块与奥氏体焊缝声速不同,用试块校准扫描基线和设置探头 k 值后去检测焊缝,定位会出现偏差。
工件材质对缺陷定位的影响分析
内应力影响:工件内应力较大时,声波传播的速度和方向会发生改变,影响缺陷定位。如对在役压力容器进行探伤,球罐内壁产生的压力会使超声波速度变快,测的厚度值偏大。
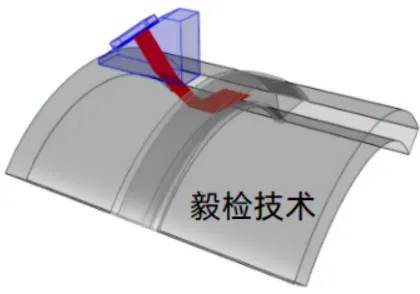
工件边界影响:缺陷靠近工件边界时,侧臂干涉会使主声束产生干涉,导致声压变化和声束轴线偏移,增加缺陷定位误差。
高温影响:随着工件温度升高,声波减弱、声速变慢,探头折射角度变小,k 值变小,小于探头标称频率,导致缺陷定位出现偏差。
缺陷情况影响:工件内缺陷方向会影响缺陷定位,缺陷倾斜时扩散声束形成的回波可能高于主声束形成的回波,导致缺陷定位出现偏差。
操作人员对缺陷定位的影响
声速差异影响:扫描基线校准一般在标准试块上完成,当工件与试块声速不同或校准精度误差较大时,扫描基线刻度值代表的毫米数会改变,影响缺陷定位。
校准方法精度:扫描基线校准有单元护法、双元护法等方法,不同方法的精度不同。例如用一个圆弧和两个圆弧进行扫描基线校准,精度有差异;用不同的试块测 k 值,精度也不同。探伤人员对基础理论的理解和掌握程度会影响校准精度。
波的识别及其他因素对探伤的影响
波的识别
几何反射波:用斜探头检测不等厚工件时,工件几何形状会形成反射波,可通过拍打相应位置,观察屏幕上反射回波是否随击打频率抖动来识别。
螺纹反射回波:用超声波检测螺栓螺纹处根部缺陷时,无疲劳裂纹和有疲劳裂纹时的反射回波形状不同。无裂纹时反射回波有规律,有裂纹时右侧波形幅度变矮且左右不对称。
端角反射波:微型探头根部未焊透与背景物件下表面形成端角反射,折射角度在 30 度到 55 度时反射灰度幅度高,71.4 度时反射能量弱。识别时,反射回波和探头入射点在焊缝中心线同一侧,且反射回波弱,标准未焊透时左右两侧反射回波幅度基本相同。
探头相关因素
探头阻尼块:探头阻尼块用于吸收弱化探头内部无用超声,探头内部噪声信号由纵波倾斜入射形成反射的纵波和横波在探头内部乱反射产生。消声槽和阻尼材料可消耗部分能量,降低噪声。
探头前沿:探头前沿过短会产生干扰信号,使主波齿波宽度增加,影响检测较薄工件。
探头外壳:超声波探头外壳原则上应用绝缘性能好的塑料制作,金属外壳探头会影响表面波识别,K3 探头产生表面波的概率最高。
耦合剂:常用的工业浆糊(甲基纤维素,简称 CMC)作为耦合剂,按 1:10 比例使用时粘稠度大,探头移动时会堆积,影响探伤。将比例调整为 1:14 可减少堆积,提高耦合力。
换向波:当重复频率过高时,扫描基线上会产生换向波,多个回波可同时出现,严重时会像中学物理里的纵波一样在屏幕上移动,干扰探伤。超声波探伤仪的触发频率改变会使仪器对信号处理的时间改变,导致仪器乱套。
草状回波:选用较高频率检测晶粒粗大的工件时,声波在粗大晶粒之间的界面上产生散乱反射,在显示屏上形成草状回波,严重影响对奇异波的识别。降低探头频率可降低草状波,提高信噪比。在检测奥氏体焊缝时,应选用低频,因为高频会使灵敏度降低,信噪比变差。
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
