对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
第20讲:超声检测系统的建立与关键组件选择
针对多种工件(如锻件、焊缝、管材等)的超声波探伤,由于检测系统建立不当,导致无法有效实施。本讲重点阐述如何依据工件特点,选择正确的仪器、探头与试块,以建立完善的超声检测系统。
核心组件选择与技术要点
超声仪器
技术指标
区分技术指标与性能,指标是基础要求
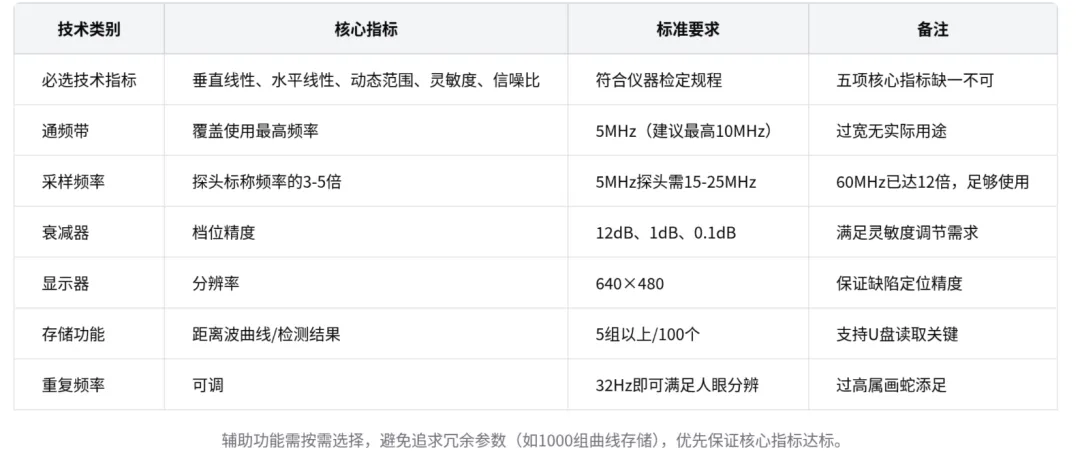
五项核心指标:垂直线性、水平线性、动态范围、灵敏度、信噪比,必须符合检定规程。
- 通频带:包含最高使用频率(如5MHz)即可,无需过宽(10MHz足够)。
- 辅助功能(如存储曲线/结果数量、U盘读取)应根据实际需求选择,避免冗余。
超声探头
形式与参数
探头选择错误是导致检测失败的严重问题
探头形式与适用场景:
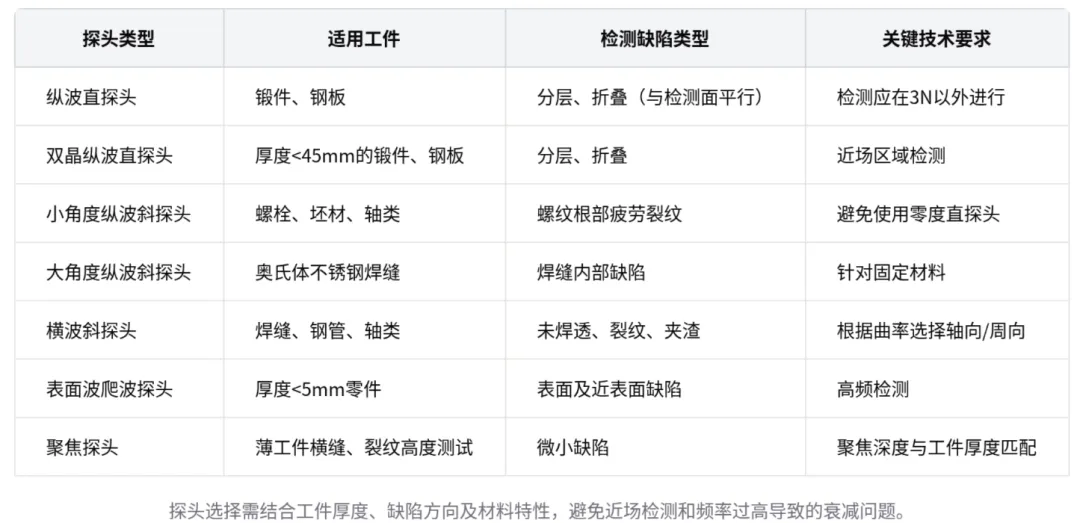
- 零度纵波直探头:检出与检测面平行的缺陷(如分层、折叠)。
- 小角度纵波斜探头:检测螺栓、轴类零件的裂纹(非零度探头)。
- 表面波/爬波探头:检测厚度<5mm零件的表面/近表面缺陷。
频率选择原则:
- 厚度小(<18mm)、晶粒细:选较高频率(2.5-5MHz)。
- 晶粒粗大(铸件、奥氏体焊缝):选较低频率(0.5-2.5MHz)。
- 频率过高(如10MHz)会导致衰减严重,信噪比下降。
试块与系统建立
关键挑战
扫描基线校准与探头测试需仪器、探头、试块配合完成
标准/对比试块种类有限,无法满足所有工件检测需求,需关注专用对比试块的设计与使用。
- 关键问题:许多工件(如直缝焊管、筒形锻件)的标准未给出合适的校准试块。
建立系统需明确:
使用何种标准试块校准扫描基线?
使用何种对比试块测试K值、制作DAC曲线?
专用对比试块如何替代标准试块完成校准与测试?
- 这是目前许多检测人员无法对多种工件实施有效探伤的主要原因。
核心结论:超声检测系统的有效建立,关键在于依据被检工件的具体特点,综合、合理地选择仪器的技术指标、探头的形式/频率/晶片尺寸,并解决试块校准的实操难题。避免盲目追求高参数,需以超声波基本理论为指导,审视并规避现有标准中可能存在的问题。
围绕超声检测系统的建立展开,详细讲解了超声检测仪器、探头和试块的选择要点,分析了各因素对检测的影响,并通过实际案例说明选择的重要性,还提出了相关思考题以加深理解,内容如下:
超声检测系统概述
构成要素:超声检测系统由仪器、探头与试块组成,完善的系统建立是实施超声波探伤的基础,很多工件因系统无法建立而难以进行有效检测。
通用技术:超声检测通用技术针对确定背景工件,依据工件特点、检测方法、技术条件、仪器、试块及探头提出技术要求。
超声检测仪器的选择
技术指标
指标内容:超声仪器技术指标包括垂直线性、水平线性、动态范围、灵敏度、信噪比等五项,需符合仪器检定规程要求,如通频带、采样频率、重复频率、衰减器档位、显示器分辨率等都有相应标准。
辅助功能:辅助功能非强制指标,如通频带包含目前使用的最高频率 5 MHz 即可,最高到 10 MHz 足够;采样频率为探头标称频率的 3 - 5 倍;重复频率要求可调;衰减器有 12 dB、1 dB、0.1 dB 即可;显示器分辨率最好为 640×480;存储距离波谷曲线 5 组以上、检测结果 100 个,能用 U 盘读取结果。
技术性能
功能要求:检测前需进行扫描基线校准与探头技术指标测试,仪器应具备相应功能,不同种类工件对仪器技术性能要求不同,如直缝焊管、螺栓等工件,并非所有型号仪器都能检测。
共性与差异:检测各种工件都要求仪器的水平线性、垂直线性、信噪比、灵敏度、动态范围满足标准要求,但不同工件对技术性能要求有差异。
超声波探头的选择
探头形式
纵波直探头:用于检测与检测面平行或近似平行的缺陷,如锻件、钢板中的分层折叠,检测应在 3N 以外进行,双晶零度纵波直探头主要检测厚度小于 45 mm 的工件。
小角度纵波斜探头:用于检测螺栓、坯材及轴类等工件中的裂纹缺陷,避免用零度纵波直探头检测螺栓螺纹根部疲劳裂纹。
大角度纵波斜探头:用于检测奥氏体、不锈钢等固定材料的焊缝。
横波斜探头:包括空部切弹头、外圆周向曲率斜探头等,分别用于检测焊缝中不同类型的缺陷和轴类、孔类等工件中的纵向缺陷。
表面波爬波探头:用于检测厚度小于 5 mm 的零件表面与近表面的缺陷。
聚焦探头:用于裂纹自身高度测试或厚度较小的固定材料横缝检测。
探头频率
频率影响:频率升高有利于发现微小缺陷、使主波始波变窄、声束指向性变好,但会使有效声场区域变小、近场长度增大、散射衰减增大。
选择原则:工件厚度小于 18 mm,碳钢焊缝等晶粒细的零件选 5 MHz;晶粒细小的锻件、轧制件和焊接件常用 2.5 - 5 MHz;晶粒粗大的铸件、奥氏体不锈钢焊缝等选 0.5 - 2.5 MHz;镜片尺寸小于 ф 12 或 9×9 的探头选 5 MHz 以上频率。
探头镜片尺寸
尺寸影响:镜片尺寸大,半扩散角小,声束指向性好,能量集中,但近场区长度增长,远距离扫查范围变小;镜片尺寸小,有利于提高缺陷定位定量精度,减少盲区。
选择原则:检测面积大、厚度大的工件选大晶面探头;检测厚度小的工件选小晶片探头;检测表面不平、曲率较大的工件选小晶片带相应曲率的探头。
斜探头 k 值
选择依据:检测厚度较小工件选较大 k 值,增加一次声程,避免近场探伤;检测厚度较大工件选较小 k 值,减小声程衰减,易于发现深处缺陷。
综合选择:随着工件厚度增加,压电镜片尺寸增大,k 值减小;工件厚度减小,镜片尺寸减小,k 值增大。
探头自身信噪比
产生原因:探头自身产生噪声信号是由于纵波倾斜入射时,在探头斜楔中形成反射的纵波和横波。
选择要求:衰减型仪器灵敏度余量为 22 dB,增益型仪器在 88 dB 时,探头自身噪声高度低于显示器满屏高度的 10%。同时,探头原则上应使用塑料外壳,但目前金属外壳居多是因制造商难以控制探头自身信噪比。
超声波试块的选择
试块现状:标准试块与对比试块种类和数量有限,无法满足所有工件检测需求,阻碍了超声检测工作。
选择要求
扫描基线校准:关注能完成特定工件探伤扫描基线校准的标准试块型号,如直缝焊管探伤需确定合适的标准试块。
配值测试与距离波群制作:确定能完成配值测试、距离波群制作及检测的对比试块型号。
专用对比试块:设计、制作和使用专用对比试块,可替代标准试块或通用对比试块完成仪器扫描基线校准、探头技术指标测试和灵敏度确定。
思考题
奥氏体不锈钢焊缝检测:依据其声学特性,思考建立超声检测系统所需的仪器型号、探头型号、标准试块型号,以及标准规定的专用对比试块是否符合超声波基本原理?
直缝焊管检测:考虑建立检测系统时仪器应具备的功能、探头规格型号、扫描基线校准和探头前沿测试所用的标准试块型号。
筒形锻件检测:针对内壁纵向裂纹和横向缺陷,思考检测系统的建立,包括仪器功能、探头规格型号、标准试块或专用对比试块型号。

 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
