本文整理自 Shainin(谢宁)Red X® 公益课程。课程由谢宁中国区总经理、高级咨询顾问朱健主讲,围绕 Red X® 方法的核心原理展开,并以噪音问题为专题,展示如何用结构化对比方法从现象逐步收敛到根因。更多Red X内容,请移步官方账号:一、什么是 Shainin Red X®
Shainin(谢宁)方法论是一套以数据驱动、结构化对比为核心的问题解决体系,最早由统计学家 Dorian Shainin 创立,后由 Shainin II LLC 持续发展并商业化推广。与传统六西格玛或 8D 方法不同,Red X® 方法的核心主张是:不要猜测原因,而是让数据告诉你原因在哪里。
"Red X" 本身是一个比喻——在所有可能影响产品表现的因素中,对结果变差(ΔY)贡献最大的那个关键因子,就是 Red X。找到它,问题就解决了大半。
1. 帕累托原则(Pareto Principle)
少数的因子(X)导致了结果的大部分变差(ΔY)。这是整个方法论的哲学起点:不需要穷尽所有变量,只要锁定那一两个关键因子即可。
在 Shainin 的术语体系中,对 ΔY 贡献最大的因子称为 Red X,其次为 Pink X,更次为 Pale Pink X。
2. 从结果到原因的方法(Y to X Approach)
传统的问题解决常常是"X to Y"的思路——先头脑风暴列出所有可能的原因(X),然后逐一验证哪个 X 导致了 Y 的异常。这种方法的致命缺陷在于:只有当根本原因恰好出现在你列出的因子清单里时,才可能成功。
Red X® 方法反其道而行之:先精确定义和量化问题的输出特性(Y),然后通过结构化对比,从 Y 出发逐步收敛到根本原因(X)。这是一条从已知走向未知的路径,而非从猜测走向验证。
3. 结构化的最佳与最差对比分析(BOB vs WOW)
这是 Red X® 最标志性的操作手法。BOB(Best of Best) 是表现最优的产品样本,WOW(Worst of Worst) 是表现最差的产品样本。
方法的核心逻辑是:如果 BOB 和 WOW 之间存在某个可观测的差异,那这个差异极有可能就是导致好坏之分的关键因子。通过在不同层级(系统→总成→子总成→零件→尺寸特征/特性→工艺参数)反复进行 BOB vs WOW 的对比,问题就被一步步拆解、锁定。
4. 和零件/事件对话(Talk to the Parts)
通过对失效产品的分析和测试,揭示失效的物理机理。这一步强调不要仅仅停留在统计层面,而是要真正理解失效背后的物理过程——为什么这个零件会坏?力是怎么传递的?应力集中在哪里?磨损的机理是什么?
在化工/化学产品开发领域,这等价于理解失效的化学机理:胶带的粘结力为什么高温下会变差?胶带两面为什么会有粘结力的差异?树脂迁移的驱动力是什么?相容性问题出在哪个组分之间?胶带涂布中的溶剂挥发与性能的关系是什么?
5. 汇聚的方法(Converging Approach)
通过分割和排除的方式,从复杂系统汇聚至导致失效的零件尺寸或工艺参数。这是一种二分法的思想:每一步对比实验都在缩小搜索范围,直到锁定 Red X。
三、不同的Green Y 有不同的汇聚策略
在 Red X® 方法中,Green Y 是对问题输出特性的量化定义——即你用什么指标来衡量"好"与"坏"。
正确定义 Green Y 是整个分析的起点,而不同类型的 Green Y 决定了后续的汇聚策略。
Red X方法中,失效模式被归为五类:
四、技术问题的问题解决方法
课程通过一张对比图清晰地展示了三种常见的问题解决路径:
路径一:基于对比的方法(Shainin Y to X)
从 Green Y 出发,通过 BOB vs WOW 的结构化对比,沿着系统层级逐级下钻,最终汇聚到 Red X。每一步都有数据支撑,每一步都在缩小搜索范围。这是一条确定性高、效率高的路径。
路径二:基于经验的方法(非结构化 X to Y)
依赖工程师的直觉和经验,猜测可能的原因并尝试修复。典型的循环是:"我觉得是这个原因"→ 改了试试 → 有效吗?→ 没效 → 再猜一个。这种方法的成功率取决于根本原因是否恰好在工程师的经验范围内。对于熟悉的、常见的问题可能有效,但面对新问题或跨领域问题时常常陷入反复试错。
路径三:基于头脑风暴的方法(结构化 X to Y)
通过鱼骨图(因果图)等工具,系统列出所有可能的原因(Machine、Man、Material、Method、Measurement、Environment / 人机料法环测),然后逐一排查。这比纯经验法更系统,但有一个根本性的局限:只有当根本原因恰好在你的因子清单里时才能成功。 如果遗漏了关键因子,无论怎么排查都不会找到答案。
针对不同复杂度的问题,分别使用以上三种不同的问题解决方法。
谢宁的方法论,特别适用于长久无法解决的问题,以及不允许犯错的场景(可靠性,比如重大的客户投诉)。
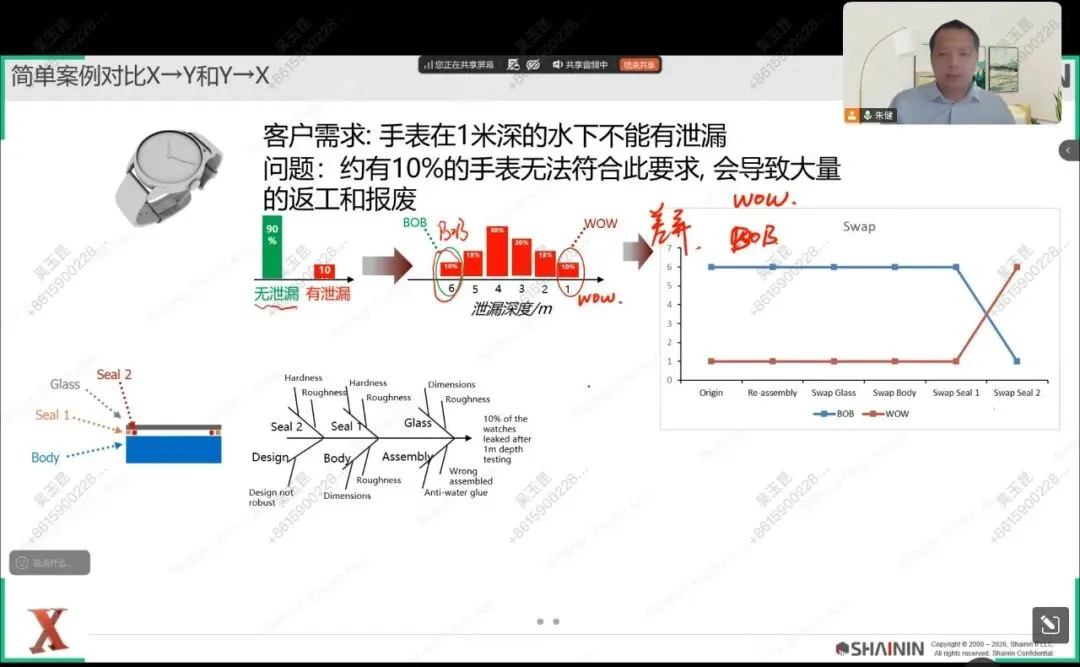
五、案例对比X→Y 和Y→X
朱老师使用手表失效的案例,对比头脑风暴和Red X如何分析失效的根本原因。
手表是可重复可拆卸产品,首先找到BOB和WOW,然后使用组件搜索(Component Search™)工具,最终锁定Seal 2是关键因子。
六、Y→X 的递进关系
课程展示了 Y to X 汇聚过程的层级结构,这是理解 Red X® 方法工作方式的关键:
系统(System)→ 装配体(Assembly)→ 子装配体(Sub-assembly)→ 零件(Part)→ 尺寸特征或特性(Dimension/Property)→ 工艺参数(Process Parameter)
在每个层级上,都执行相同的操作:
这个过程就像一个漏斗:每一步都把问题范围缩小一半以上,最终精确定位到具体的零件特征或工艺参数。
七、噪音问题的典型分析框架(FACTUAL™)
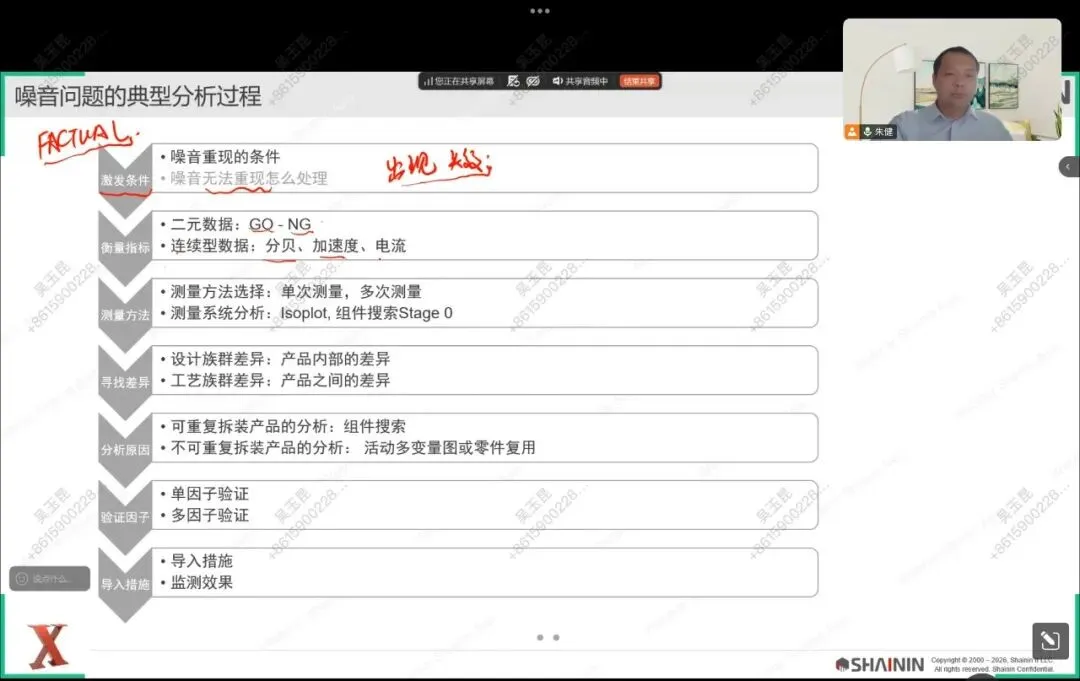
课程的第二部分聚焦于噪音问题——一类在制造业中极为常见但又难以解决的失效模式。朱健老师介绍了 Shainin 方法处理噪音问题的标准化流程 FACTUAL™,包含以下步骤:
第一步:激发条件(Triggering Conditions)
首先要回答一个关键问题:噪音能否稳定重现? 如果噪音是间歇性的、难以重现的,需要先找到使其稳定出现的条件(温度、负载、速度、角度等)。如果无法重现,分析就无从谈起。课程强调,许多噪音问题的第一个瓶颈不是分析,而是重现。
第二步:衡量指标(Metrics)
噪音问题的衡量指标通常分为两类:
- 二元数据(GQ/NG)产品合格或不合格,只有两个状态。这类数据信息量有限,不利于后续的统计对比。
- 连续型数据分贝(dB)、加速度(m/s²)、电流(A)、频率(Hz)等。连续型数据信息量远大于二元数据,是 Red X® 方法的首选。
在定义 Green Y 时,尽量将二元判定转化为连续型量化指标。例如,不要只记录"有噪音/无噪音",而要记录噪音的分贝值、频率特征或振动加速度峰值。
第三步:测量方法(Measurement Method)
测量方法的选择直接决定了后续分析的可靠性。课程强调两点:
- 测量次数可选单次测量或多次测量取中位数(如 5 次取中位数),以提高测量的抗干扰能力。
- 测量系统分析使用 Isoplot® 工具验证测量系统的分辨力。Isoplot 的核心指标是 D.R(Discrimination Ratio),即产品波动与测量波动的比值。当 D.R ≥ 6 时,认为测量系统有足够的分辨力来区分产品之间的真实差异。
第四步:寻找差异(Finding Differences)
差异的来源分为两大类:
- 设计族群差异同一个产品内部不同组件之间的差异(within product)
- 工艺族群差异不同产品个体之间的差异(between products)
这一步的目的是确认差异的来源——是产品设计本身导致的,还是生产过程中的波动导致的。
(研讨会中没有展开提及第三类差异:与时间有关的差异,这一类问题是更复杂的技术难题)
第五步:分析原因(Root Cause Analysis)
根据产品是否可以拆装,选择不同的分析工具:
- 可重复拆装的产品使用组件搜索(Component Search™)——将 BOB 和 WOW 的零件逐一交换,观察性能是否跟随零件转移。如果交换某个零件后,BOB 变差、WOW 变好(即发生"全反转"),则该零件就是 Red X 所在。
- 不可重复拆装的产品使用活动多变量图(Multi-Vari)或零件复用等替代方法。(没有展开细讲)
第六步:验证因子(Factor Verification)
找到疑似 Red X 后,需要通过统计验证确认其因果关系。课程提到了两种验证方式:
- 单因子验证仅改变 Red X 这一个因子,观察 Y 是否改善
- 多因子验证
验证的统计标准通常是 6 件样本、95% 置信度,并可结合成对比较(Paired Comparison)进行。
第七步:导入措施与监测(Implementation & Monitoring)
确认 Red X 后,制定针对性的纠正措施并导入生产。同时建立监测机制,跟踪改善效果的持续性。
八、案例一:某型开关闭合噪音
问题背景
某型短路保护电磁脱扣器,产品由底盖、上盖、动磁铁、定磁铁、线圈等组成。客户要求闭合噪音 ≤45 dB,但实际不良率高达 50%,大量产品需要复测和返工,严重影响出货。
分析过程
激发条件: 噪音随时可以重现,这为后续分析提供了良好的基础。
衡量指标: Green Y 定义为连续型数据——分贝值(dB)。初始阶段曾只能记录单次测量的最大值,后改进为更稳健的测量方案。
测量方法: 使用专业噪音计在消声室内测量,排除了环境噪声干扰。
每个产品只测试一次,发现D.R只有2,小于6。
所以采用 5 次测量取中位数的方式,提高测量稳定性。
通过 Isoplot 分析验证测量系统:
结论:测量系统有足够的分辨力来识别产品之间的真实差异,可以继续后续分析。
寻找差异: 确认差异来源为工艺族群差异——即产品与产品之间的差异,而非单个产品内部的差异。
分析原因: 该产品可以重复拆装,因此使用组件搜索(Component Search)。
组件搜索分为多个阶段:- Stage Zero:验证测量系统能否区分 BOB 和 WOW。结果:通过。- Stage One:将 BOB 拆开再重新装回,检查噪音是否恢复原值。目的是排除装配过程本身对结果的影响。结果:通过(说明 Red X 不在装配过程中)。- Stage Two:逐一交换 BOB 和 WOW 的零件组件,观察哪个交换导致性能反转。Stage Two 的结果显示:当交换上盖组件时,发生了性能反转——原来的 BOB 变成了 WOW,原来的 WOW 变成了 BOB。这明确指向上盖是 Red X 所在的区域。
验证因子: 采用 6 件样本、95% 置信度标准,结合成对比较方法进行验证,确认了上盖是导致噪音超标的关键因子。
导入措施: 针对上盖的关键特征制定了改善措施,导入生产后持续监测,不良率显著降低。
案例启示
这个案例展示了 Red X® 方法在处理"高不良率 + 可拆装产品"场景下的标准流程。从 Isoplot 验证测量系统,到 Component Search 逐步缩小范围,整个过程逻辑清晰、步步为营,没有任何猜测或头脑风暴的成分。
九、案例二:尾门电动撑杆运动异响
问题背景
某 SUV 尾门电动撑杆产品,在撑杆顶升过程中出现类似机枪的"哒哒哒"异响。新件没有声音,但带负载运转约 3000 个循环后陆续开始出现噪音,且无法通过 50000 循环寿命测试要求。
该产品结构较复杂,主要由撑杆外管、弹簧、芯片组、连接头、驱动电机、星杆等组成,动力系统的核心是一个内含行星减速器的电机模组。行星减速器由行星架、行星轮、太阳轮等齿轮组件构成。
分析过程
激发条件: 噪音随时可以重现(只要运转即可触发),条件明确。
衡量指标: Green Y 定义为连续型数据——振动加速度(m/s²)和频率(Hz)。相比简单的分贝值,振动加速度和频率谱能提供更丰富的信息,特别是可以定位噪音的频率特征,帮助推断噪音源的物理机理。
测量方法: 采用单次测量。测量系统分析使用组件搜索 Stage 0 来验证测量系统是否能区分好坏。
寻找差异: 确认差异来源为工艺族群差异,具体表现为——试生产产品(WOW)和量产产品(BOB)之间的差异。这是一个重要的线索:同样的设计,为什么试产和量产的表现不同?
分析原因: 该产品可以部分重复拆装,因此使用组件搜索 + 成对比较的组合方法。
和产品对话(Talk to the Parts)——第一轮:
仔细观察量产产品和试生产产品的设计图纸,发现两者设计完全一致。但进一步检查实物后发现了关键差异:量产产品的行星轮是金属件(粉末冶金),而试生产产品的行星轮是注塑件。
这是一个材料/工艺变更导致性能差异的典型场景。
组件搜索验证: 交换 BOB 和 WOW 的行星轮组件后,噪音跟随行星轮组件转移——确认 Red X 在行星轮组件上。
和产品对话——第二轮:
使用 300 倍放大镜观察 WOW(注塑行星轮),发现连续几个齿的一侧齿面上有凹坑(pitting)。这些微观表面缺陷正是噪音的直接物理成因——齿面凹坑导致齿轮啮合时产生冲击和振动,在负载循环中逐渐恶化,最终表现为宏观的异响。
十、总结
Shainin Red X® 方法的核心价值在于提供了一条从现象到根因的确定性路径。它不依赖工程师的经验猜测,不依赖穷举式的因子列表,而是通过结构化的对比实验,让数据自己说话。
方法的精髓可以用一句话概括:找到最好的和最差的,搞清楚它们之间到底差在哪里。
用朱老师的话说,Red X就干这两件事:怎么找到BOB和WOW,怎么对比BOB和WOW。
这种思维方式不受行业限制——无论是机械制造、电子组装还是化工配方,只要问题可以量化,对比可以执行,Red X® 的逻辑就可以适用。
本文基于 Shainin II LLC 的公益课程内容整理。文中提及的 Red X®、Green Y®、Component Search™、Isoplot®、FACTUAL™、BOB、WOW 等均为 Shainin II LLC 的注册商标或服务标记。
如果本文对你有所启发,欢迎点赞👍、推荐❤️、分享📣;