一.靠刀常见形式:
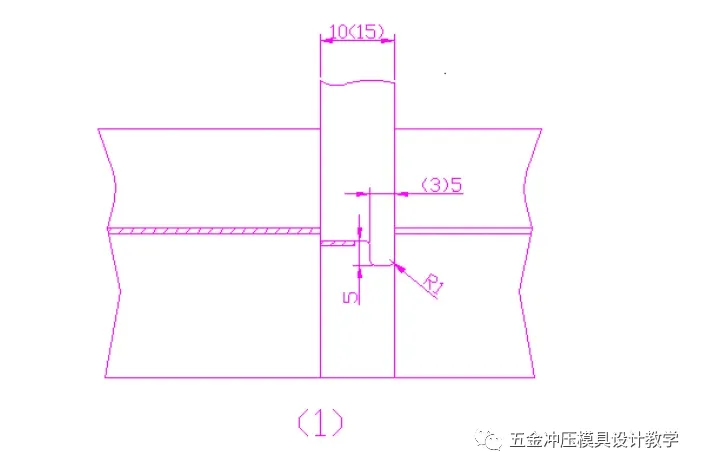
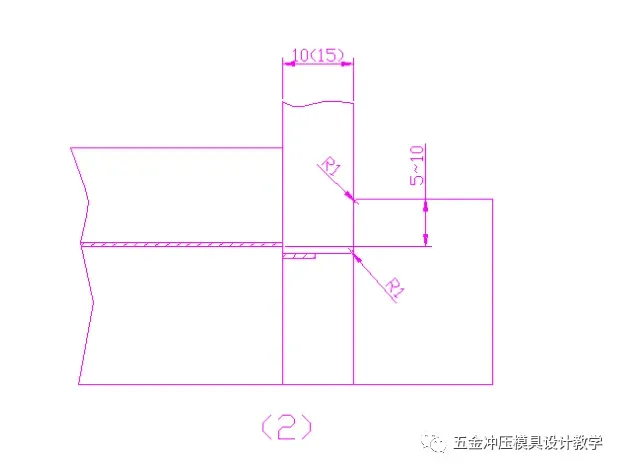
1.单边冲切靠刀
冲切面一个冲裁间隙,靠刀面割单+0.01MM(簿材视情况而定)。常见形式见下图(1),(2),冲子厚度一般为10~15MM.(1)图靠刀高度5MM,宽度3~5MM﹔(2)图靠刀高度5~10MM.
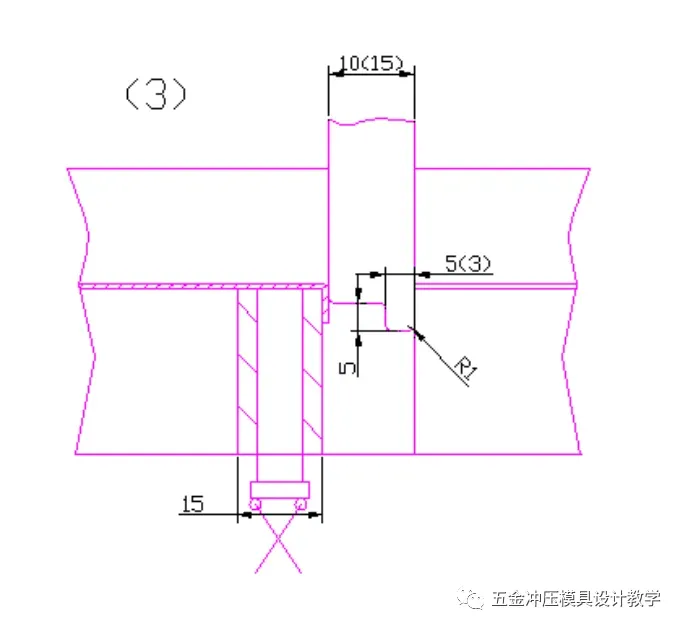
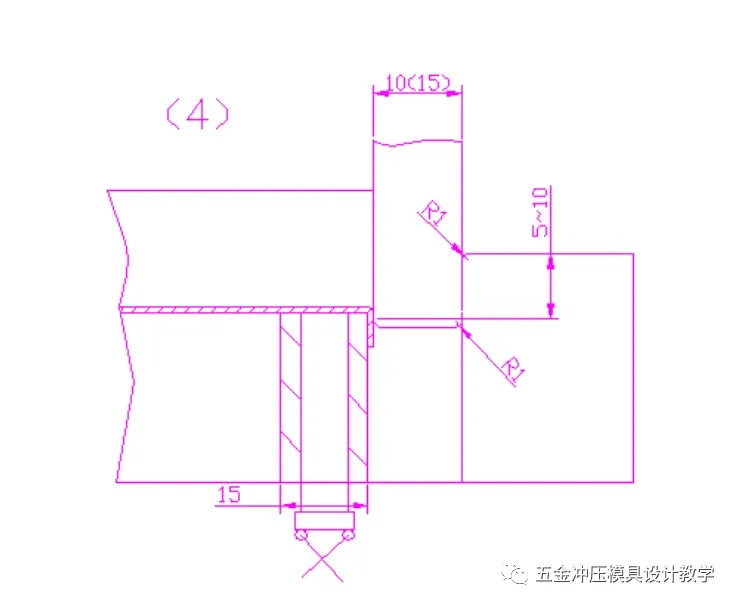
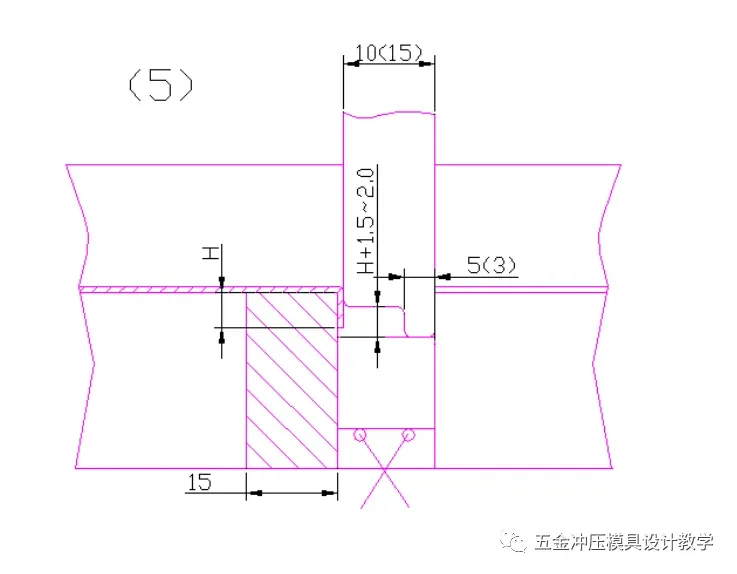
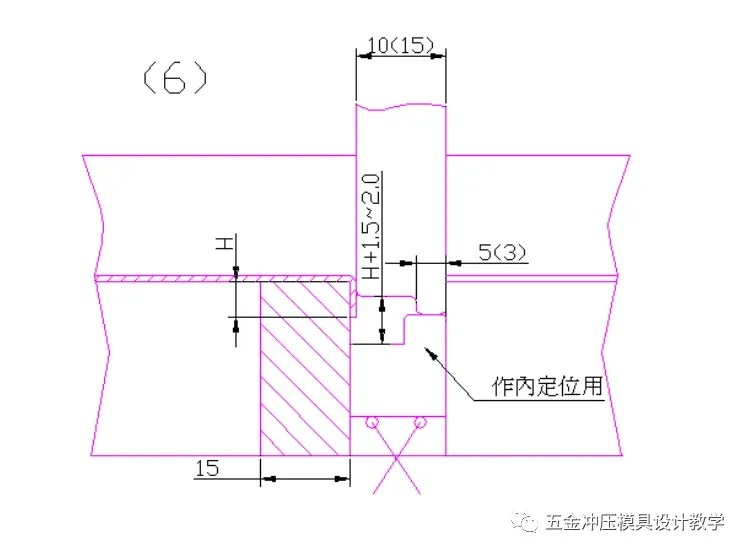
2.单边折弯靠刀
成形冲与成形边间隙是一个料厚,靠刀面割单+0.01MM. 常见形式见下图(3),(4),(5),(6).成形冲厚度一般为10~15MM. (3),(5),(6)图靠刀宽度3~5MM,(3)图靠刀高度5MM, (4)图靠刀高度5~10MM; 而(5),(6) 图靠刀高度为折弯边高H+1.5~2MM.
二.两用销设计:
1.选用两用销
两用浮升销的选用不仅要考虑材料的厚度﹐还要考虑模具的大小(原则为优先取大)。具体尺寸可参考标准品“两用浮升销”。
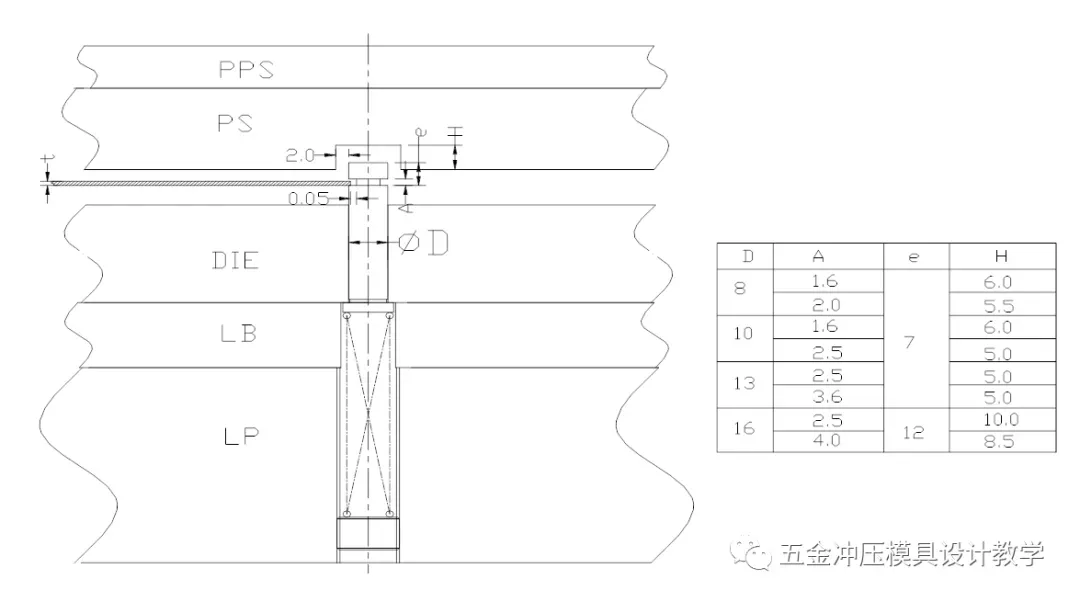
2.两用浮升销与之相关尺寸(如图)
(1)两用浮升销在脱料板上的让位深度,直接影响工件的品质﹐如让位过深或过浅时﹐材料的料边会被压伤﹐甚而会把材料剪断。为减少这一现象的出现﹐根据标准两用销的规格﹐而确定脱料板的让位深度尺寸可参考图中之表。
(2)开模时﹐若两用浮升销的浮升高度超过内导柱开模时导向长度时﹐当导柱离开下模时﹐浮升销的头部仍在脱料板内﹐如若浮升销脱板让位间隙太小﹐且开模力不平衡﹐会把浮升销碰断﹐故规定浮升销的脱板让位单边为2.0mm。但若是薄材或料宽过小时﹐请依据实际情况确定脱板让位间隙。
(3)浮升销不仅有定位﹐浮升的作用﹐而又要使送料顺利﹐故而规定剪切前材料与浮升销的间隙为0.10mm;剪切后材料与浮升销的间隙为0.05mm.
 (资料收集于网络,仅供学习分享,如侵权,请联系删除)
(资料收集于网络,仅供学习分享,如侵权,请联系删除)
你们对这如何看,在下面留言大家一起评
模具设计学习咨询:204784466|模具前沿|设计技术|设计视频|设计资讯
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊一下我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。