对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
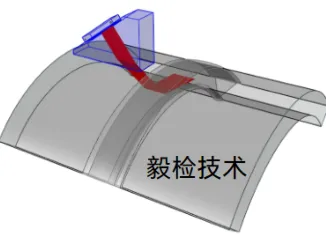
焊缝超声检测技术要点与缺陷识别方法
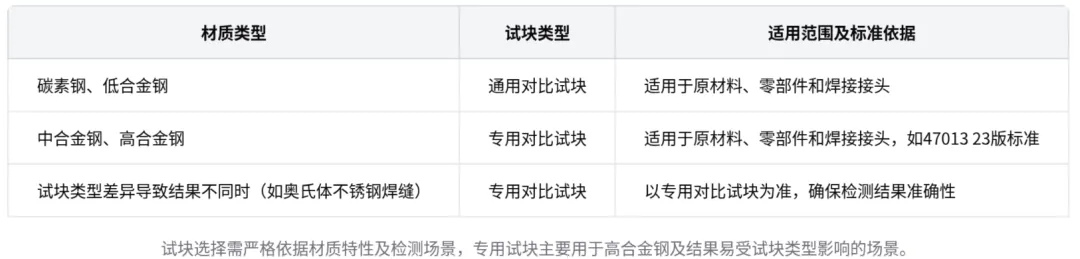
- 超声检测需根据材料与工件类型正确选用通用或专用对比试块
💡 核心结论:
- 利用标记点与入射点位置可快速判定缺陷,无需复杂计算
试块选用原则
试块厚度与工件关系
专用对比试块应用
检测系统调整方法
缺陷识别与判定
缺陷识别基本方法
缺陷判定原则(一次波)
缺陷判定原则(二次波)
非缺陷反射识别与缺陷定位
非缺陷反射类型 | 反射特点 | 识别关键 |
咬边缺陷反射 | 左侧检测形成端角反射,幅度较低 | 反射回波峰点轨迹呈抛物线 |
根部未焊透反射 | 两侧近似端角反射,幅度较低 | 回波出现在一次标记点稍后位置 |
错边缺陷反射 | 探头在高侧时KG附近无反射 | 探头在低侧时KT附近有反射波 |
内凹缺陷反射 | 回波出现在一次标记点附近 | 反射点靠近探头所在侧 |
围绕焊缝焊接接头超声检测展开,详细讲解了试块选择原则、检测系统调整方法、缺陷识别与判定以及缺陷定位与定量等内容,旨在提升检测人员的超声探伤技能和对焊缝质量的把控能力,内容如下:
试块选择原则
不同材质试块选用
碳素钢、低合金钢:对于碳素钢、低合金钢所制造的原材料、零部件和焊接接头,可采用通用的对比试块。
中合金钢、高合金钢:中合金钢、高合金钢制的原材料、零部件或者焊接接头,应采用专用对比试块,如 47013 23 版标准中部分工件检测需用专用对比试块。
特殊情况试块应用:因试块类型选择不同而造成检测结果差异时,应用专用对比试块,如 47013 标准给出的奥氏体不锈钢焊缝检测试块,应以专用对比试块为准。
超声检测系统调整方法
斜探头检测:绝大多数使用圆弧法检测系统调整,C 级检测要用到纵波直探头曲线法。
通用技术的重要性:钢板、钢管、锻件、螺栓螺纹探伤及焊接接头检测系统调整均涉及通用技术,通用技术探伤是超声波探伤的关键步骤。
缺陷识别与判定
基本方法
标记点应用:焊接接头超声检测中,一次标记点为一倍工件厚,二次标记点为二倍工件厚,掌握标记点概念有助于识别缺陷。
入射点距离计算:掌握入射点在焊缝两侧距离 KT 与 2KT 的计算测量方法,入射点位置对缺陷判定至关重要。
缺陷判定原则:以检测厚度 20 毫米的焊接接头为例,入射点在一倍 KT 以内,反射回波在扫描基线一次标记点之前出现为缺陷;入射点在 KT 与 2KT 之间,反射回波在一次标记点到二次标记点之间出现为缺陷。
直角三角形判定法:利用生成 S、水平 L、深度 H 与折射角之间的直角三角函数对应关系判定缺陷,若满足深度乘 K 值约等于水平加前沿且 S 大于 L 加前沿,则为缺陷。
非埋藏缺陷识别
咬边缺陷:焊缝左侧检测时,咬边在焊缝中线左侧,除 K1 探头外,其余 K 值反射回波幅度相对较低;右侧探伤时,反射回波一般在 KP 附近,幅度相对最高,反射回波峰点运行轨迹为抛物线。
未焊透缺陷:微型坡口根部未焊透在锅炉及压力容器产品中不允许存在,在钢管对接焊缝中允许一定长度存在。反射波基本出现在一次标记点稍厚位置,缺陷定位以焊缝中心线为基准,两侧反射回波基本相同。
错边缺陷:焊接规范规定错边量小于 10% 为缺欠,允许存在;大于 10% 为缺陷,需返修。入射点在焊缝高的一侧,KG 附近一般无反射波;在焊缝低的一侧,KT 附近会有反射波,且反射回波包络线比端角反射复杂。
内凹缺陷:焊接规范规定内凹深度小于 15%、长度小于焊缝总长度的 15% 为缺欠,允许存在;超过规定为缺陷,需返修。入射点在焊缝两侧,反射点在扫描基线一倍工件后位或稍前位置,距离焊缝中心线靠近探头一侧。
缺陷定位与定量
缺陷定位
埋藏深度确定:超声探伤人员习惯用扫描基线代表深度,检测时发现缺陷,确定反射回波最高幅度后,缺陷埋藏深度 H 直接显示在屏幕上,需记录该数值。
偏移量确定:建立以焊缝中心线和返修参考起始点为坐标轴的坐标系,根据探头检测面和反射回波最高点确定缺陷距离焊缝中心线的偏移量,记录为 A 加、A 加 0、B 加、B 减等。测量偏移量时,将探头前端到焊缝中心线的测量值与仪器提供的 L 值进行比较,判断缺陷偏移方向。
缺陷定量:检测中发现缺陷具有一定长度,需测量其指示长度。通过平行扫查判断缺陷有无长度,以返修参考点为基准,测量并记录缺陷的起始点 S1 和终止点 S2,指示长度为 S2 减 S1。测量指示长度为焊缝返修和质量级别评定提供依据。