对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
第22课:AVG曲线应用与纵波双晶直探头探伤技术
核心内容解析
AVG曲线应用现状
需注意
国产仪器AVG功能存在两大主要问题
- 许多型号不具备AVG曲线功能,因设计人员未掌握其计算方法。
- 部分号称具备该功能的仪器,其AVG曲线的数学算法是错误的,并非真正的AVG曲线。
- 该技术在行业内应用较少,需参考专业书籍(如《超声波检测实用技术》)理解其制作与原理。
AVG曲线制作要点
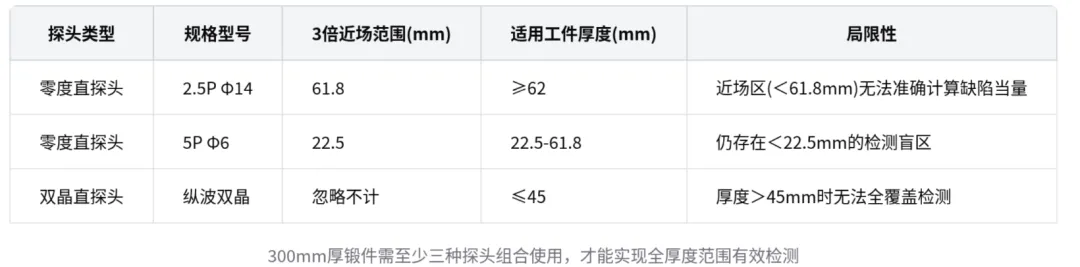
- 确定曲线范围:根据工件厚度和所选探头(如2.5PΦ14)的3倍近场区(约62mm)确定曲线的起点与终点。
- 自动计算:仪器应自动将不同深度大平底的反射回波高度,转换为同深度Φ2平底孔的dB差,从而生成距离-波幅曲线。
- 灵敏度设定:将最大工件厚度的底波调至满屏高度的10%-20%,作为探伤灵敏度。
- 缺陷评定:仪器自动将超过Φ2曲线的缺陷当量转换为Φ4±X dB,用于最终质量评级。
近场区(X<3N)缺陷处理
关键难点
规则反射体公式在近场区内失效,需采用补充检测方案
例如:用2.5PΦ14探头检测300mm锻件,其近场区约62mm。在此区域内发现的小于声束截面的缺陷无法用常规公式计算当量。
- 方案一:换小晶片探头:如换用5PΦ6探头,其近场区约22.5mm,但仍存在22.5mm内的盲区。
- 方案二:使用纵波双晶直探头:适用于厚度小于45mm的锻件,可覆盖近表面区域。
- 核心结论:对于无法翻转的厚锻件,需组合使用多种探头(至少三种)才能实现无盲区或近盲区检测。
纵波双晶直探头原理与特点
无盲区
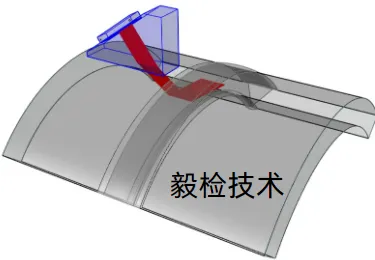
- 菱形声场:两晶片相对倾斜设置,形成菱形声场,其焦点深度(F值)应为被检工件厚度的一半。
- 消除近场影响:高阻尼斜楔使大部分近场保留在楔块内,基本消除了仪器与探头的耦合盲区。
- 应用范围:标准规定用于检测厚度小于45mm的锻件或厚度小于20mm的工件(采用回波高度法,无需做DAC曲线)。
常见操作误区与校准要点
易出错
以洛阳石化大检修中多家检测公司的共性错误为例
- 错误操作:将探头斜楔与工件的界面反射波误当作底波进行扫描基线校准,导致整个“尺子”的刻度错误。
- 检测范围设定:扫描基线最大显示范围应调整为最大声程(工件厚度)+ 10mm,以确保能看到底波完整波形。
- 闸门设置:闸门起点套住始波后,终点套住底波之前,只监视缺陷可能出现的位置。
检测方法选择与灵敏度设定
- 回波高度法(幅值法):用于厚度<20mm工件。将同厚度完好部位底波调至80%满屏高,再增益10dB作为探伤灵敏度,无需制作DAC曲线。
- 距离-波幅曲线法:用于厚度≥20mm工件。需使用CS-3-1等试块上至少5个不同深度的Φ2平底孔制作曲线。
- 表面补偿:补偿值应为固定值(如4dB),不能给范围(如2-4dB)。数字仪器可通过调整参数表补偿项实现灵敏度转换而不使曲线超屏。
核心总结:超声波探伤需根据工件厚度与检测要求谨慎选择探头(单晶直探头、双晶直探头)与方法(AVG曲线法、回波高度法),并严格规范校准流程,避免将界面波误作底波等常见错误,仪器功能的可靠性(如AVG算法)是保证检测结果准确的前提。
围绕超声探伤中 AVG 曲线的使用、纵波直探头检测系统调整及纵波双晶直探头检测等内容展开,详细介绍了相关原理、操作方法及注意事项,内容如下:
AVG 曲线相关内容
AVG 曲线的作用与问题
作用:AVG 曲线在超声探伤对锻件探伤非常有用,可减少大量试块和计算步骤。
存在问题:国内很多型号的超声波探伤仪不具备 AVG 曲线探伤功能,原因是仪器制造厂家技术人员未掌握计算方法;部分号称具备该功能的仪器,AVG 曲线数学算法错误。
AVG 曲线制作要点
确定制作范围:要明确被检工件厚度,选用合适规格的超声波零度直探头,知道探头 3 倍近场范围,以此确定 AVG 曲线起点对应扫描基线的位置,被检工件厚度确定曲线的起点和终点。
曲线制作过程:若仪器具备功能,将被检工件厚度的底波高度提高到满屏高度的 10% 或 20%;利用不同深度大平底反射回波高度,通过与同深度 Φ 平底孔的 DB 差值,将大平底曲线转换成不同深度 Φ 平底孔的距离 - 波幅曲线。
缺陷当量转换:探伤中发现缺陷大于 Φ 2 时,不能用 Φ 2 表达,需转换成 Φ 4 加减多少 DB,此工作由超声波探伤仪自动完成。
纵波直探头检测系统调整
小于 3 倍近场区缺陷处理
问题分析:使用 2.5P Φ 14 零度纵波直探头检测 300 毫米厚锻件时,小于 3 倍近场区(约 61.8 毫米)内,若缺陷面积小于声场截面积,规则反射体计算公式不适用。
解决方法:需补充检测,可换进场长度更小的探头,如 5P Φ 6 零度纵波直探头,但该探头 3 倍近场为 22.5 毫米,在 6 - 1.8 毫米区域内仍存在检测问题;也可考虑纵波双晶直探头,但对于 300 毫米厚锻件,45 - 61.8 毫米区域仍不能用当量计算,严格探伤可能需用三种探头。
探头选择原理
纵波零度直探头:圆形镜片、方形镜片面积分别小到一定程度,纵波零度直探头镜面小于 Φ 12 不能用低频;斜探头 9×9 以下镜片不能用特定 d 值。
纵波双晶直探头:适用于检测厚度小于 45 毫米的锻件,其形成菱形声场,可实现无盲区检测,但并非完全无盲区,只是盲区小可忽略不计。
纵波双晶直探头检测
回波高度法(幅值法)
适用范围:适用于检测厚度小于 20 毫米的工件,无需做曲线,将底波高度提高到 80%,再增加 10 个 DB 作为探伤灵敏度。
操作要点:建立检测系统,以 5P Φ 10 纵波双晶直探头检测 18 毫米厚工件为例,探头 f 值(菱形声场上下左右对角线焦点的深度)应为被检工件厚度的 1/2;使用被检工件已知厚度、无缺陷部位进行扫描基线校准,设置参数表,仪器工作状态调为一发一收;扫描基线显示范围调整到能看到组合齿波探头斜界面反射回波与底波。
检测范围确定:扫描基线最大量程调整到最大声程(被检工件厚度)再加 10 毫米,闸门起点套住主波始波后的一定范围,终点套住主波之前的位置。
回波形状问题:纵波双晶直探头反射回波形状若与理论不符,可能是仪器制作问题;组合齿波对探伤基本无影响,反射回波上升沿和下降沿出现毛刺需关注其产生原因及对探伤的影响。
曲线法
适用范围:适用于检测厚度大于 20 毫米的工件。
操作步骤
校准扫描基线:使用数字超声检测仪与 CS - 3 - 1 型阶梯试块,以 50 毫米厚度位置校准,取 5 毫米、10 毫米、15 毫米、20 毫米、25 毫米、30 毫米深度的 6 个 Φ 2 平底孔制作距离 - 波幅曲线;校准前反射回波在 s = 74.1 毫米位置,去掉双晶探头斜楔相当于钢的厚度 24.1 毫米后,回波在扫描基线 50 毫米位置。
确定检测范围:将最大显示范围调整到最大声程(被检工件厚度)再加 10 毫米,闸门起点套住主回尺波后一定范围,终点套住被检工件厚度位置。
制作距离 - 波幅曲线:将 CS - 3 - 1 试块上 6 个深度 Φ 2 平底孔反射回波最高幅度分别调至基准高度的 80%。
确定基准灵敏度:将参数表补偿项由 0 dB 修改成 4 dB 完成表面补偿,为在屏幕上看到完整曲线,可在表面补偿 4 dB 基础上再增加补偿 6 dB 变成 10 dB,使仪器灵敏度余量改变但曲线幅度不变。
曲线法特点:适用于检测厚度较小的板材或锻件,被检工件上下表面平行,采用对比试块上不同深度规定尺寸的平底孔制作距离刻度曲线;有效检测区域内,缺陷面积小于声场截面积时,利用距离 - 波幅曲线确定缺陷当量;缺陷面积大于声场截面积时,先测定缺陷指示长度再确定缺陷面积。