1、什么是超声波
超声波是一种频率(声音)有关,超出了人类听觉范围内的音波,通常在18000至20000秒。
超声波熔接是一种高科技,一切热溶性塑料制品皆可应用。
现今,应用超声波技术于塑胶工业生产上已为极为普遍,由于应用此技术可取代传统生上所用的胶水,粘合剂,扣钉,或其它机械固定法。从而提高生产效率及质量,降低成本,故为一般生产商所乐于采用,其应用范围广泛,如汽车业、玩具业、医疗用品业、日用品业等等,比比皆是。
2、超声波焊接的原理:
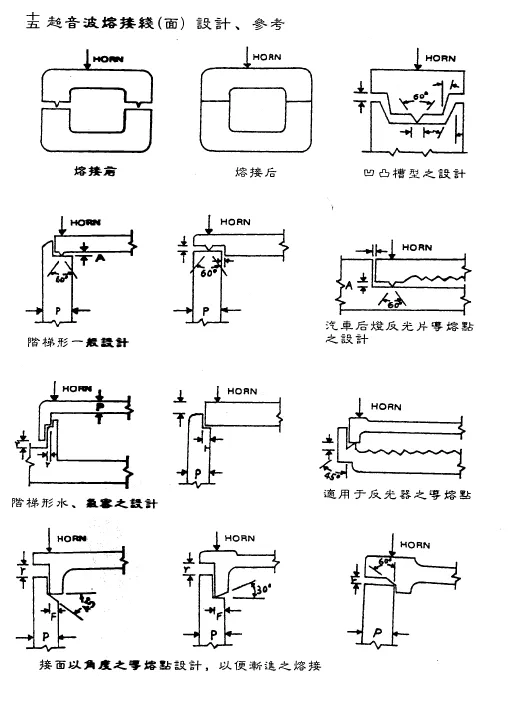
基本原理是利用换能器系统使用电信号转换为高频机械振动。通过高速热磨擦,令塑胶熔合。按其它方式可分为直接与传导二种熔接方法。
直接熔接:即先使材质如线或带相互重叠,固定于塑胶熔接机类具上,让其能量转换器(HORN)直接在上面产生音波振动效能而熔接
传导熔接:即熔接时,离超声波振动,隔一段距离其音波振动传导熔接
3、特点:
A、可熔接除铁氟龙以外的热可塑性塑胶;
B、熔接时间极为短暂,通常范围0.05-1秒;
C、可经由介质如水、油等熔接于接合面;
D、熔接效果,可达气密,液密封效果;
E、可作直接与传导熔接;
F、熔接能量因塑胶材质而易,而且并非超声波振动全部材质,只选择适合发生的振动面生热,所以
产品表面无伤痕之考虑,此为传导熔接之特色,在较硬的塑胶质熔接时,更能发挥其熔接效果;
G、超声波熔接不会产生如化学药剂之毒性,为一安全的的熔接加工;
H、无须添加任何粘剂,振动简单快捷;
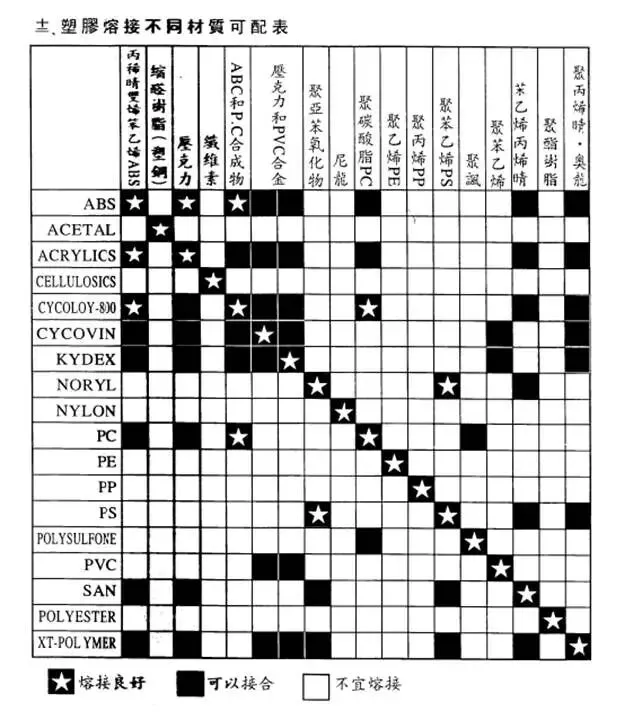
二、塑料特性焊接关系
绝大部分常用的注塑成形合物都可用超声波焊接,但超声塑料焊接的难易与被焊接本身的许多特性有关,塑料的磨擦系数越大,导热性越差,界面越易形成熔融层,其超声焊接越容易,结晶型塑料由于从固态到熔融状态,湿度范围较窄,非常迅速,故焊接性能较差,调整很困难。
软性塑料在铆焊嵌插焊时,其超声焊接的性能比软性塑料容易焊接
目前,各类塑料制品层出不穷,这里将几种常见的塑料的超声焊接性能作简单的介绍:
1)ABS、HIPS、PMMA、MPPO:钢性非结晶体材料,极易传导20000HZ的超声频率,因而特别适合焊接,无论远距离或近距离都达到良好的焊接效果;
2)PC、PSU:材料熔点高,吸湿性强,因而焊接前作烘干处理,否则材料内的湿气会妨碍焊接强度,同时湿气会使焊接地耗能较大,焊接时间长。
3)PA:是吸湿性较强的结晶型材料,因而焊接前应烘干。
4)PP、PE:属于结晶型材料,超声传导时,会有较大的损耗,故远距离焊接困难。
5)PVC:是一种熔点质又软的材料,超声能量损耗大,焊接时,极易烧坏焊件表面。
三、焊接故障分析和对策
| 问题 | 解决方法 |
| 焊接不足 | 增加焊接时间 |
|
| 增加压力 |
| 焊接过量 | 减少焊接时间 |
| 减少压力 |
|
| 焊件接合面不坚固 | 增加焊接时间 |
| 增加保压时间 |
|
| 增加压力 |
| 减少振幅 |
| 减少焊接时间 |
| 增加压力 |
|
|
|
|
| 检查底模是否固定 |
| 系统出现过荷 | 减少压力 |
|
| 调校功率放大器 |
|
| 更换大功率焊接机 |
| |
| 加垫片于底模 |
| 重新设计底模或焊头 |
|
|

