对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
超声波探伤缺陷指示长度测量方法与缺陷性质估判
- 半波高度法与端点6 dB法是测量缺陷指示长度的核心方法,实际测量需根据缺陷端点几何形状进行2-3mm的延长修正
💡 核心结论:
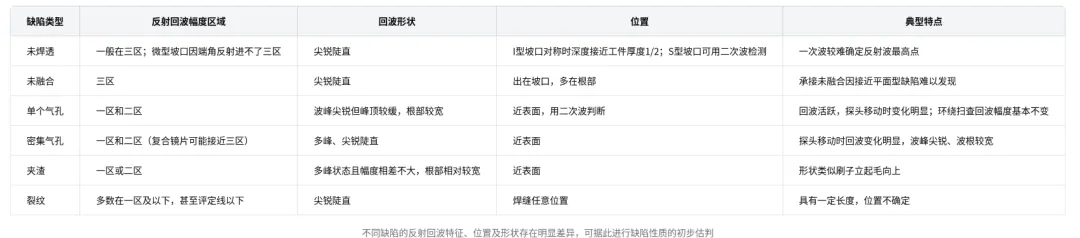
- 不同缺陷类型(未焊透、未融合、气孔、夹渣、裂纹)的回波幅度、形状及在焊缝中的位置具有显著差异,是估判缺陷性质的关键依据
- 焊缝质量评级严格依据缺陷性质、指示长度及回波幅度所在区域,相邻缺陷需按规则合并计量,裂纹等缺陷直接判为最差
缺陷指示长度测量方法
半波高度法
端点6 dB法
测量注意事项与修正
缺陷性质估判依据
缺陷类型 | 回波幅度区域 | 回波形状特征 | 典型位置 |
未焊透 | 通常在三区 | 尖锐陡直 | 坡口根部或钝边处 |
未融合 | 一定在三区 | 尖锐陡直 | 坡口面上 |
气孔 | 一区或二区 | 活跃、尖锐、波根宽 | 近表面,二次波发现 |
夹渣 | 一区或二区 | 多峰、幅度相近 | 近表面,二次波发现 |
裂纹 | 多数在一区及以下 | 尖锐陡直、有长度 | 焊缝任意位置 |
缺陷计量与评级
相邻缺陷计量规则
焊缝质量评级依据
当量确定与记录
围绕缺陷指示长度的测量方法、计量规则、评级依据以及缺陷性质的估判等内容展开详细讲解,内容如下:
缺陷指示长度测量方法
半波高度法
测量步骤:当缺陷反射回波只有一个高点时采用此方法。先找到反射回波幅度最高点,将其调整到基准高度 80%,以该点为基准,探头在小幅度锯齿形扫查与平行扫查共同作用下向缺陷一侧移动,当反射回波高度从 80% 降到 40% 时,在板块上对应探头宽度中心画一条线代表缺陷端点,再向另一侧重复操作。
注意事项:该方法基于缺陷端点几何形状理想状态分析,实际缺陷端点形状复杂,测试得到的指示长度可能小于实际长度,测量记录时需在测得数值基础上人为延长 2 - 3 mm;若反射回波幅度降到 40% 以下且探头移动超过一个探头宽度后回波未消失,应继续移动探头至回波幅度降到 10% 以下且消失,再返回 10% 位置确定端点。
端点 6 dB 法
适用情况:当缺陷反射回波峰值起伏变化、有多个高点,可能存在密集性缺陷时采用。
测量方法:将端点反射回波最高幅度提高到 80%,移动探头使波高由 80% 降到 40%(差 6 dB),探头与缺陷线之间的距离即为缺陷指示长度。建议即使波高降到 40%,仍继续移动探头,若回波幅度继续降低到 10% 且消失,再返回 10% 位置确定端点。
绝对灵敏度法:用距离波幅曲线测量缺陷指示长度,即反射回波高度从高于曲线某条线降到该线时为缺陷端点。但此方法不合理,因为距离波幅曲线描述的是深度不同、参考反射体规格相同的变化规律,对于高度变化小的缺陷,该方法不科学,不建议使用。
缺陷指示长度计量规则
相邻缺陷处理:沿缺陷长度方向相邻的两个缺陷,当它们之间的距离小于较小缺陷的长度,且在与缺陷长度垂直方向的间距小于 5 mm 时,应作为一个缺陷处理,以两个缺陷长度之和加上间距作为单个缺陷指示长度,缺陷反射回波幅度以两个缺陷波幅最大的为准,缺陷深度以最大反射波幅的位置为准。
投影情况处理:若两个缺陷在长度方向有投影,以投影的左右端点作为间距确定缺陷尺寸长度。此规则是实作考试考点,探伤人员发现缺陷后需验证相邻缺陷间距,避免误判。
缺陷波幅所在区域与当量确定
焊缝超声检测方法:通常采用横波距离波曲线法,焊缝质量级别评定依据缺陷性质、指示长度、反射回波幅度与距离波幅曲线的对应关系,以缺陷当量为原则进行。
缺陷评级:缺陷反射回波幅度超过三区直接评为三级;在二区时依据缺陷指示长度评级;发现裂纹缺陷直接判为最差;在一区仍需依据缺陷长度确定。
信息获取与记录:以评定线作为检测应用,将评定线最大生成数位置的临界线高度提高到满屏高度的 20%,发现缺陷后用衰减器调整反射回波幅度,利用仪器功能找到最高幅度并调整到 80%,获取缺陷反射最高幅度所在区域和当量信息并记录,包括深度、当量等。
缺陷性质估判
估判依据:根据缺陷在焊缝中的位置、反射回波幅度和形状估判缺陷性质。由于数字式超声波检测仪对反射回波采样处理导致回波形状失真,只能进行估判。
典型缺陷特征
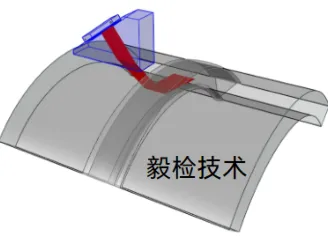
未焊透:反射回波幅度一般在三区,I 型坡口对称时,缺陷深度与工件厚度的 1/2 接近相等,一次波较难确定反射波最高点,S 型坡口可用二次波检测,反射回波尖锐陡直。微型坡口未焊透回波因端角反射原因,幅度一般进不了三区。
未熔合:反射回波幅度在三区,尖锐陡直,一定出在坡口,多在根部,斜探头扫查时,承接未熔合因接近平面型缺陷难以发现。
单个气孔:反射回波幅度一般在一区和二区,回波活跃,探头移动时回波变化明显,反射波峰尖锐但峰顶较缓,根部较宽,多在近表面,用二次波判断,环绕扫查时回波幅度基本不变。
密集气孔:反射回波曲线一般在一区和二区,多峰且尖锐陡直,探头移动时回波变化明显,出现在近表面,波峰尖锐,波根较宽。
夹渣:反射回波幅度在一区或二区,回波根部相对较宽,波峰呈多峰状态且幅度相差不大,多在近表面,回波固定,形状类似刷子立起毛向上。
裂纹:反射回波尖锐陡直,可出现在焊缝任意位置,多数在一区及以下,甚至在评定线以下,具有一定长度,位置不确定。