对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
焊缝超声检测技术要点与标准问题分析
- 焊缝超声检测需根据坡口类型精确计算探头K值,现行国标教材公式存在遗漏热影响区的问题
💡 核心结论:
- 实际操作中,表面补偿4DB、耦合剂合理选择与检测面精细修磨是保证灵敏度的关键
- 探头频率、K值、晶片尺寸需依据工件厚度系统选择,并理解相关标准条款的适用性与局限性
声能损失差测定与耦合剂
声能损失差测定
耦合剂选择与要求
检测面修磨与标准问题
- 耦合剂厚度若达0.5mm, 检测灵敏度 将严重下降
探头选择与计算公式
坡口类型 | K值计算公式核心要素 | 国版教材问题 |
V型坡口 | 热影响区宽+半间隙+半余高+前沿 | 缺少热影响区宽度项 |
对称X型坡口 | 热影响区宽+半余宽+前沿 | 同样缺少热影响区项 |
不对称X型坡口 | 热影响区宽+上下半余宽差+前沿 | 公式旨在覆盖另一侧热影响区 |
探头参数与试块选择
探头参数选择规律
试块选择与应用
围绕焊缝超声检测展开,详细讲解了薄板和中厚板焊缝声能损失差的测定方法、耦合剂的选择、探头配置与频率的确定以及试块的选用等内容,同时对考试相关问题提出了建议,内容如下:
焊缝声能损失差测定
薄板焊缝
测定方法:使用与被检工件材质、厚度相同,上下表面光洁度与选用试块相同的平面型试板,用同型号两个探头做一发一收测试,探头间距 2KT,调整反射波波幅为基准高度 80%,记录仪器灵敏度余量值,再测试被检工件,两者衰减的 dB 差即为声能损失差。
损失包含内容:测得的声能损失包括表面耦合、底面反射、材质衰减损失差。
中厚板焊缝
测定方法:使用与被检工件材质厚度相同,A 面光洁度与被检工件相同,B 面与选用试块的光洁度相同的材料,用同型号的两个斜探头在焊缝两侧做一发一收测试,回波幅度达到基准高度 80%,记录仪器灵敏度余量值,再在试板底面上测试,两次测试的 dB 差值为上表面耦合声能损失量。
补偿方法:经过实践,检测值直接在检测表面补偿 4 dB 即可弥补声能损失。
耦合剂选择与使用
耦合剂作用
填充空隙:被检工件和探头两个平面之间存在微小空隙,会影响超声能量传入,施加耦合剂可填充空隙,避免检测灵敏度降低。
润滑作用:耦合剂还能起到润滑作用,延迟探头磨损时间。
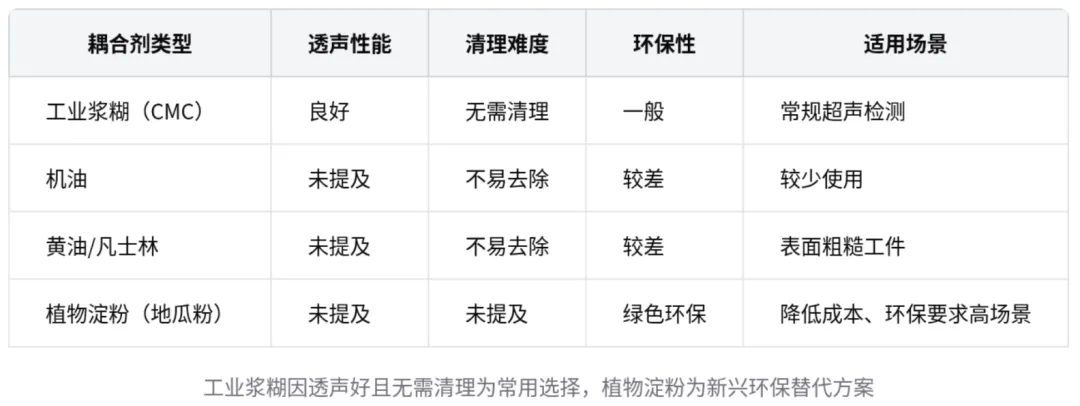
常用耦合剂
工业浆糊(CMC):化学名称为甲基纤维素,透声性能好,探伤结束后无需清理残余,但使用时需注意稀释比例,超声波探伤用 1:14 的比例,能减少耦合剂前端堆积和噪声信号。
其他耦合剂:机油、黄油、凡士林等也可作为耦合剂,但属于化工产品,会造成环境污染,且不易在工件表面去除。目前超声检测开始使用各类植物淀粉,如广东电建行业用地瓜粉,具有绿色环保、降低成本的优点。
焊缝检测面要求
清除杂物:超声检测前,应清除焊缝两侧表面的电焊、飞溅、锈蚀、氧化皮、油污等杂物,以避免影响探头移动和声能量衰减。
间隙规定:新标准规定检测面与探头斜楔底面或保护膜之间的间隙不应大于 0.5 毫米,但此规定不符合超声保证介质理论,会使超声灵敏度严重下降。
表面修磨
一次波检测:修磨宽度为 KT加探头长度。
一次反射波检测:检测面修磨宽度为 2KD 加探头长度,即检测扫描区宽度。
焊缝检测探头配置
检测系统要求
仪器选择:仪器技术性能应具备横波圆弧法、纵波单晶直探头曲线法检测系统的调整功能。
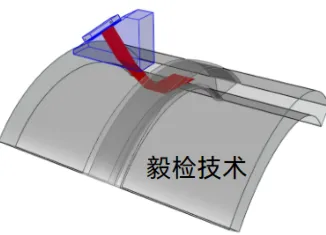
探头选择:低碳钢、低合金钢焊缝超声检测一般使用横波斜探头,应依据被检零件的材质、厚度、焊缝余高、宽度以及热影响区宽度进行综合选择。
探头配置基本原则
声束覆盖焊缝截面:声束能扫查到整个焊缝截面,使声束中心线尽量与主要危害性缺陷垂直。
保证检测灵敏度:考虑焊缝可能存在的缺陷种类,使折射角保证有足够的检测灵敏度。
不同坡口形式探头配置确定方法
微型坡口:通过计算焊缝余高半宽、热影响区宽度等参数,得出微型坡口焊头 K 值选择公式,即 K 值等于焊缝一侧热影响区宽度加上二分之 d(对焊间距的一半),再加上焊缝余高的一半,加前沿 L0,被工件厚度除。
X 型坡口:对称型 X 坡口探头配置选择公式为 K 大于等于焊头另一侧热影响区的宽度加上焊缝余高的半宽,再加焊头前沿长度 L0 被工件厚度除;不对称 X 型坡口焊头配置选择方式为 K 大于等于括号焊头另一侧热影响区宽度加上下焊缝余高的半宽,加上上半模里边的半宽,加探头前沿 L0 再被工件厚度除。
国版教材问题:国版教材关于探头 K 值选择公式存在问题,未包含焊缝热影响区,会导致一次生成少,无法覆盖探头另一侧热影响区,易出现漏检。
焊缝检测探头频率选择
影响因素:探头频率选择要综合考虑材质晶粒大小、超声穿透能力、分辨率、检测精确度、工件厚度与组合始波宽度等因素。
小晶片短前沿探头:压电晶片面积小于 9×9 毫米的斜探头定义为小晶片短前沿探头,其频率不能低于 5 兆,因为此类探头始波宽度随频率降低而明显变宽。
探头镜片尺寸选择:应将一次生成和二次生成的终点位置调整在 N 到 3N 最佳声场范围内,以利于缺陷检出。随着被检工件厚度增加,频率应逐渐降低,K 值逐渐减少,压电晶片尺寸逐渐增大。
磁探头选择
C 级检测要求:焊缝 C 级检测时,要用磁探头对焊缝区以斜探头移动过的区域进行纵横磁探头检测,以发现钢板探伤时存在的面小于声场截面积的分层缺陷。
探头选择规律:当 C 级检测厚度小于等于 45 毫米时,采用重部双晶磁探头;检测厚度大于 45 毫米时,采用纵波单晶直探头。随着检测厚度增加,探头的晶片尺寸逐渐增加,探头频率逐渐降低。
试块选择要求
标准试块:焊接接头检测常用 CSK - 1A 试块,钢管对接焊缝依据管径不同选用 GS 系列试块或 SGB 系列型号的标准试块,标准试块用于检测系统调整。
对比试块:可使用对比试块完成扫描基线校准,如双控法、外圆双控、内圆双控法、双弧单控法等。用不同深度参考反射体做的曲线对应的灵敏度叫参考灵敏度,表面补偿以后为基准灵敏度,再加 6 dB 为探伤灵敏度。
等效试块:可合理使用等效试块,标准 6.3.3.2.2 条款有相关规定,当有人对使用等效试块提出质疑时,可依据此条款进行交涉。
不同厚度焊接接头试块选择
6 - 200 毫米:选择 CSK - 2A 系列的试块制作距离波幅曲线,每个试块适用不同厚度,判定电流的评定也有不同要求。
大于 200 - 250 毫米:选择 CSK 4A 型系列对比试块制作横波或纵波曲线,灵敏度随检测厚度不同有规定要求。
2A 系列试块特点:2A 系列试块左侧增加三角,用于 C 级检测时做不同深度横孔的距离波曲线,满足不同检测厚度距离波曲线制作的需要。