对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
焊缝探伤缺陷类型与超声检测技术等级详解
- 焊缝超声检测需根据缺陷类型、工件厚度和坡口形式选择对应技术等级(A/B/C级)与探头参数
💡 核心结论:
- 现行标准中探头移动区1.25P的计算方式存在缺陷漏检风险,实际应采用2KT+探头长度
- 数字仪器普及后,扫查速度、检测区确定等传统规定需结合实际仪器特性进行调整
焊缝缺陷类型与分布
缺陷类型 | 主要特征 | 常见位置与方向 |
冷裂纹 | 焊道下、焊口、横向、凝固过渡层 | 焊道下平行焊缝;横向垂直焊缝 |
未融合 | 侧壁、层间、根部未完全熔合 | 坡口面、层间;面积性缺陷难检出 |
未焊透 | 根部或钝边未熔透 | V型坡口根部;X型坡口钝边 |
孔穴与夹渣 | 气孔、结晶缩孔、弧坑、固体/金属夹渣 | 焊缝内部;形状多样(球形、条形等) |
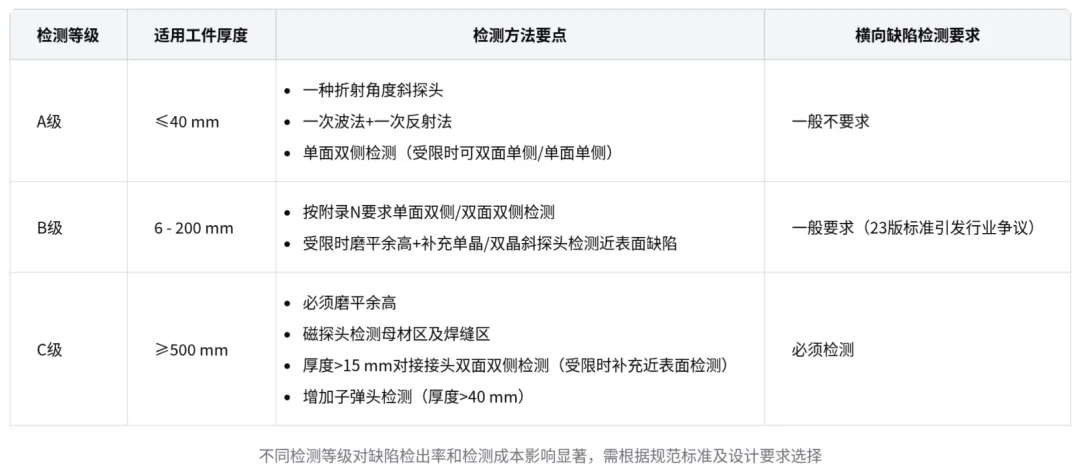
超声检测技术等级
A级检测
B级检测
C级检测
关键检测参数与问题
检测区与探头移动区
扫查方式与速度
检测面与声能补偿
检测面与声能补偿
围绕焊缝探伤展开,详细讲解了焊缝探伤的多种缺陷类型、不同检测技术等级的要求、检测区与探头移动区的确定、扫查方式与速度,以及检测面的选择和声能补偿等内容,为焊缝探伤工作提供了全面的指导。内容如下:
焊缝探伤缺陷类型
冷裂纹分布形式
焊道下裂纹:裂纹走向与焊缝边界平行,属埋藏缺陷,超声波探伤时探头移动方向应与焊缝长度方向垂直。
焊口裂纹:起源于应力集中部位,如焊根、焊缝根部和焊趾处。
横向裂纹:多产生于焊缝边界,延伸于焊缝或热影响区,走向垂直于焊缝边界,常显露于焊缝表面,检测时需用大 K 值横波斜探头作倾斜扫查。
凝固过渡层裂纹:发生在异种钢焊接时,沿焊缝边界在焊缝一侧的凝固过渡层中。
再热裂纹:焊接后对焊接接头再次加热时产生的开裂现象,常发生在高强钢、耐热钢及镍基合金焊接接头的热影响区粗晶区。
未熔合与未焊透
未熔合:焊缝金属与母材或焊道金属之间未完全熔化结合的现象,包括侧壁未熔合、承接未熔合、根部未熔合,横波斜探头难检出层间未熔合。
未焊透:实际熔深小于工程熔深形成的差异部分,V 型坡口未焊透在焊缝根部,X 型坡口未焊透在钝边位置,是否视为缺陷应根据产品技术规范和设计要求评价。
孔穴与夹渣
孔穴:包括气孔和结晶缩孔,气孔是焊接时溶池吸收或反应产生的气体未溢出形成,有球形、条形等多种类型;结晶缩孔在焊缝中心线,垂直焊缝表面方向出现。
夹渣:分为固体夹渣和金属夹渣,固体夹渣是残留在焊缝中的溶渣,金属夹渣是外来金属颗粒,金属夹渣在焊缝中相对较少。
焊缝超声检测技术等级
A级检测
适用范围:适用于工件厚度≤40 mm 的焊接接头检测。
检测方法:用一种折射角度斜探头,采用一次波法和一次反射法在焊接接头单面双侧检测,受条件限制可选择双面单侧或单面单侧检测,一般不要求横向缺陷检测。
B级检测
适用范围:适用于工件厚度 6 - 200 mm 的焊接接头检测。
检测方法:按附录 N 要求进行单面双侧或双面双侧检测,受条件限制时在单面单侧检测需磨平焊接接头余高,探头移动区域包括整个焊接接头宽度,补充单晶或双晶斜探头检测近表面缺陷,一般要求进行横向缺陷检测。但 23 版标准相关规定引发较大争议。
C级检测
适用范围:适用于工件厚度≥500 mm 的焊接接头检测。
检测方法:必须磨平焊接接头余高,探头扫查经过的母材区用直探头检测,检测前对焊接边缘 100% 扫查,允许一定面积分层缺陷存在,焊接后用直探头补充检测。厚度大于 15 mm 的对接接头一般双面双侧检测,受限制时补充单晶或双晶斜探头检测近表面缺陷,还需检测横向缺陷,单侧坡口角度小于 5°的窄间隙焊缝需增加检测方法,厚度大于 40 mm 的对接接头增加直探头检测。
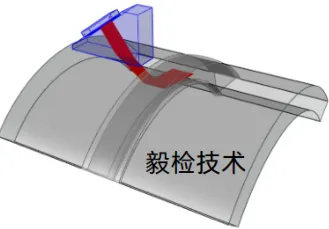
检测区与探头移动区确定
检测区确定:V 型坡口检测区宽度为 5 mm,X 型坡口为 10 mm,检测区宽度影响探头 K 值选择,检测时必须计算具体宽度,不能用文字叙述。
探头移动区确定:探头移动区以入射点移动为基准,采用一次波检测时,探头移动区域为 2KT 加探头实际长度,标准规定的 1.25P 计算可能导致漏检,应按 2KT 加探头实际长度计算。
扫查方式与速度
扫查方式
基本扫查方式:包括锯齿形扫查、前后扫查、平行扫查、环绕扫查与转角扫查,具体工件需选择合适的扫查方式。
特殊扫查方式:B 级与 C 级检测为检测横向缺陷应进行倾斜扫查,但新标准下该方式意义不大;厚壁焊缝检测垂直于检测面的缺陷采用串列式扫查;C 级检测还需在焊缝表面及两侧母材区域增加正反平行扫查、倾斜扫查、交叉扫查。
扫查速度:超声探伤标准规定探头移动速度 150 mm/s 是针对模拟式超声探伤仪,数字仪器因显示屏拖尾和 AD 转换电路增加信号处理时间,扫查速度应小于 150 mm/s,建议不超过 130 mm/s。
检测面与声能补偿
检测面确定:包括单面单侧、单面双侧、双面双侧,以焊缝中心线为基准,根据探头可接触的表面位置确定。
声能补偿:试块与工件材质及表面光洁度差异会使超声波传播能量损失,为准确对缺陷定量,需测试声能传输损失差并补偿,用距离波幅曲线法探伤经验补偿 4 dB 可弥补表面光洁度损失。