检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
徐海洋超声波检测技术学习笔记(五)
超声检测中薄层界面的反射与透射理论
- 薄层界面声学特性是超声检测的理论基础,耦合剂层厚度直接影响灵敏度与信噪比
💡 核心观点:
- 现有部分标准试块与检测方法存在缺陷,需依据理论进行优化与改进
- 声压往复透射率是评估材料可探性与检测灵敏度的重要指标
薄层界面声学特性
均匀介质薄层
- 薄层两侧介质 声阻抗相等,薄层厚度为半波长整数倍时超声波 全透射 ,几乎无反射此厚度称为 半波厚层。
非均匀介质薄层
- 薄层两侧介质 声阻抗不相等,薄层厚度为 1/4波长奇数倍时声压透射率 最低 ,反射率 最高。
耦合剂层厚度影响
- 耦合剂层越薄,检测灵敏度 越高,以机油为例,厚度 <0.18mm 时灵敏度高
实际检测案例分析
案例类型 | 核心问题 | 原因分析 | 解决方案 |
奥氏体不锈钢焊缝 | 灵敏度与信噪比不达标 | 探头与工件间隙>0.18mm | 优化耦合剂层均匀性 |
小径管环形焊缝 | 标准试块不满足耦合要求 | 试块与工件曲率半径不匹配 | 改进试块,增加校准面 |
锻件检测 | 铺白布后缺陷波消失 | 白布声学性能与耦合剂不同 | 避免使用非标准耦合介质 |
声压往复透射率
定义与公式
- 回波声压与入射声压之比,公式为 4*Z1*Z2/(Z1+Z2)²与耦合剂层无关,与界面两侧 阻抗 有关。
对检测的影响
- 直接影响超声 可探性 与检测灵敏度,界面两侧声阻抗相差越小 ,透射率越高,透射率高则底波反射次数多,灵敏度高。
应用案例
- 筒形锻件用不同频率探头检测,频率越低,底波出现次数可能越多底波次数少说明锻件声压往复透射率不合格。
钢中气隙情况
声压透射率与反射率:对于钢中气隙,当缝隙厚度在 10⁻⁵ 到 10⁻⁴ 次方兆赫兹毫米时,超声波透射率接近 0,反射率为 100%,超声检测灵敏度高。
裂纹缺陷反射回波低原因:实际焊缝探伤中裂纹缺陷反射回波幅度低,原因一是横波检测时与裂纹难垂直,二是裂纹自身高度小,反射面小。
频率对检测的影响:随着缝隙厚度与频率乘积(DF)减小,声压反射率下降,透射率升高,可能造成漏检,因此应提高频率以提高微小缺陷检出能力。
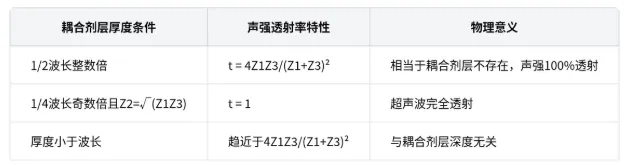
耦合剂层对超声检测的影响
1/2 波长整数倍:当耦合介质层厚度等于 1/2 耦合介质波长的整数倍时,声强透射率 t 等于 4 倍的 Z1 乘以 Z3 比上(Z1 + Z3)²,相当于耦合剂包层不存在,超声波声强 100% 透射。
1/4 波长奇数倍:当耦合剂层厚度等于 1/4 耦合剂波长的奇数倍,且耦合剂层声阻抗等于根号下 Z1 乘以 Z3 时,声强透射率等于 1,超声波完全透射。
厚度小于波长:当耦合剂层厚度小于耦合剂波长时,声强透射率公式趋近于 4 倍的 Z1 乘以 Z3 比上(Z1 + Z3)²,与耦合剂层深度无关。
耦合剂层厚度与检测灵敏度
超声检测案例分析
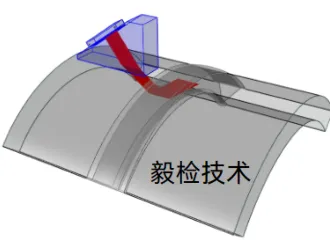
奥氏体不锈钢环形焊接接头检测
小径管环形焊接接头检测
锻件检测案例
声压网图与声压往复透射率
声压往复透射率定义:探头发出的超声波透过耦合剂层进入工件,在固体和气体界面全反射后,探头接收到的回波声压 p 与入射声压 P0 之比,称作声压往复透射率。
影响因素:声压往复透射率与界面两侧介质的声阻抗有关,与耦合剂层无关,且与从何种介质入射到界面无关。界面两侧介质声阻抗相差越小,声压往复透射率越高。
对检测灵敏度的影响:声压往复透射率越高,超声波在被检工件内形成多次反射,检测灵敏度越高;反之则越低。因此,超声检测应使耦合剂声阻抗与被检零件声阻抗尽量相同或相近,以增加耦合透射率。
案例分析:检测饼形锻件时,不同频率探头检测结果不同,说明锻件声压往复透射率不合格,不具备可焊性。在锻件探伤中,反射回波次数越多,检测灵敏度越高。