一、防止制件或废料的回升和堵塞:
1.制件或废料回升的原因
(1)冲裁形状
冲裁形状简单的薄、软质材料易回升。轮廓形状复杂的制件或废料,因其轮廓凸凹部分较多,凸部收缩,凹部扩大,角部在凹模壁内有较大的阻力,所以不易回升。
(2)冲裁速度
当冲裁速度较高时,制件或废料在凹模内被凸模吸附作用大(真空作用),因此容易回升,特别是在冲裁速度超过每分钟50次时,这种现象更为明显。
(3)凸、凹模刃口利钝程度
锋利刃口冲裁时,材料阻力小,制件或废料容易回升。相反,钝刃口冲裁时阻力大,制件或废料受凹模壁阻力也增大,反而不易回升。
(4)润滑油
高速冲压时,为了延长模具寿命,一般要在被加工材料表面涂润滑油,润滑油不仅容易使制件或废料黏附在凸模上,而且使凹模壁的阻力也相应减小,所以容易回升。
(5)冲裁间隙
间隙小时,冲裁剪切面(光亮带)大,制件或废料受凹模壁的挤压力和阻力大, 故不易回升。相反,间隙大,制件或废料易回升。
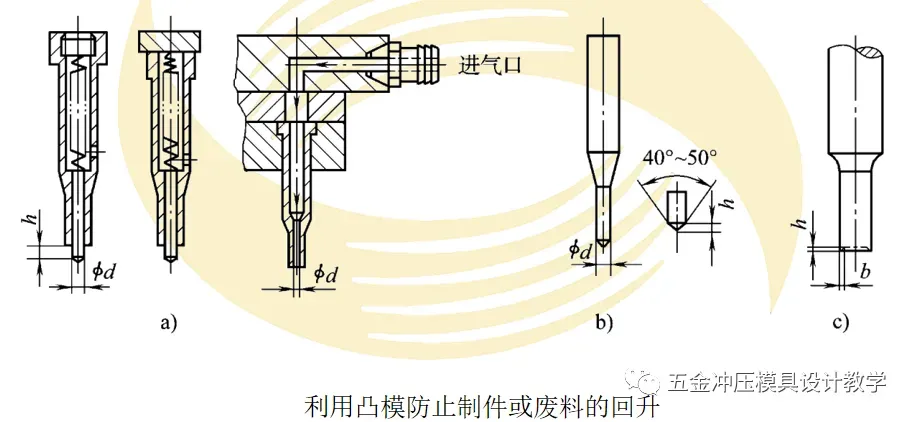
2.防止制件或废料回升的措施
(1)利用凸模防止制件或废料回升
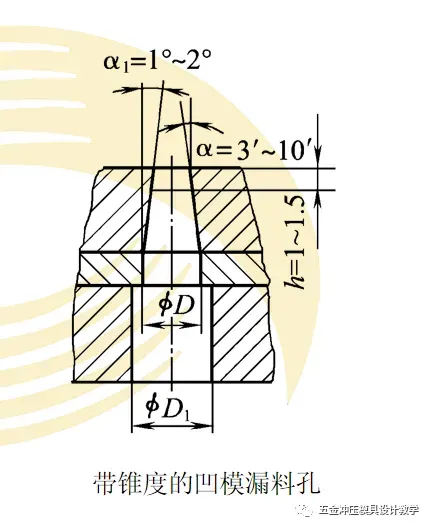
2)利用凹模防止制件或废料回升
利用凹模刃口壁做成3′~10′的倒锥角,而在漏料孔壁做成1°~2°的顺锥角,冲裁时制件或废料外周受到压缩应力作用,同凹模壁的摩擦增加,制件或废料不易回升,对于较大的制件或废料,这是防止其回升的有效方法。但是,这种方法使用的倒锥角不易加工,而且也容易引起小凸模的折断。
3.制件或废料的堵塞
多工位级进模工作过程中,废料或制件除有上升的情况外,还有在凹模中堵塞情况的出现。如此情况的出现,一方面容易损坏凸模,另一方面会胀裂凹模。制件或废料在凹模内积存过多、造成堵塞主要是由凹模漏料孔所引起的,可采取如下措施预防。
(1)合理设计漏料孔
对于薄料小孔冲裁 (d<1.5mm),因废料重量轻,又有润滑油黏在一起,所以最容易堵塞。在不影响刃口重磨的情况下,应尽量减小凹模刃口直筒部分的高度h,使h=1.5mm;对于精密制件,在刃口部分制成α=3′~10′的锥角孔口, 漏料孔壁制成α1=1°~2°的锥圆,如图所示。
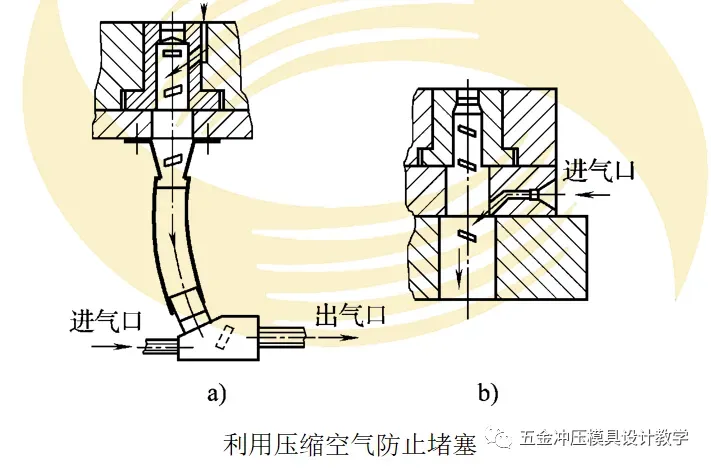
(2)利用压缩空气防止废料堵塞
如图所示为利用压缩空气使凹模漏料孔产生负压,迫使制件或废料漏出凹模,既可防止制件或废料回升,又可防止堵塞凹模。
二、模面制件或废料的清理:
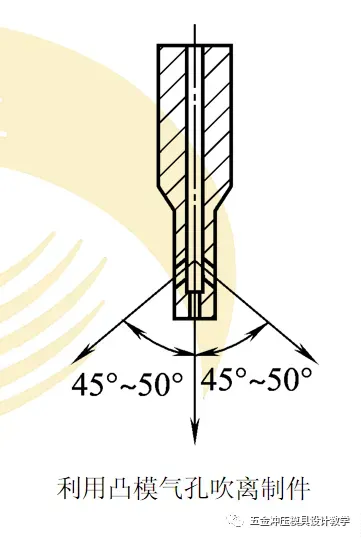
1.利用凸模气孔吹离制件
当制件成形后从条料上切离时,若采用一次切离几件的方法切离制件,这些制件大都不能从凹模漏料孔中漏下,只能从模面清理。清理这类制件,可采用如图所示的方法。凸模上所钻气孔位置及大小按清理制件不同而异,一般以0.8~1.2mm为宜。凸模中间的气孔是防止废料回升,两侧斜孔(α=45°~50°)用来吹离被切离的制件,使制件向模面两边离开。
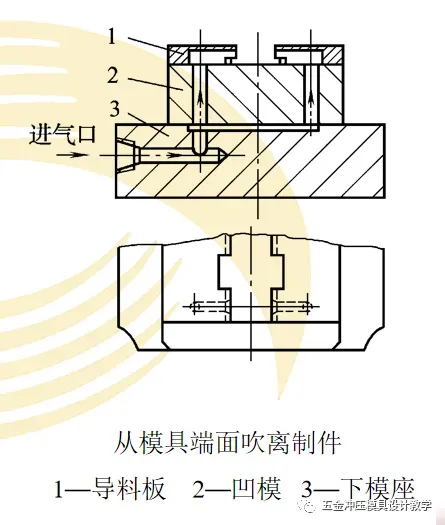
2.从模具端面吹离制件
在最后工位切离的制件,可利用增设的气孔从模具端面吹离,结构示意如图所示。压缩空气经下模座3和凹模2进入导料板1中的斜气孔,当工件切离条料后,压缩空气经导料板的气孔将工件从模具端面吹离。
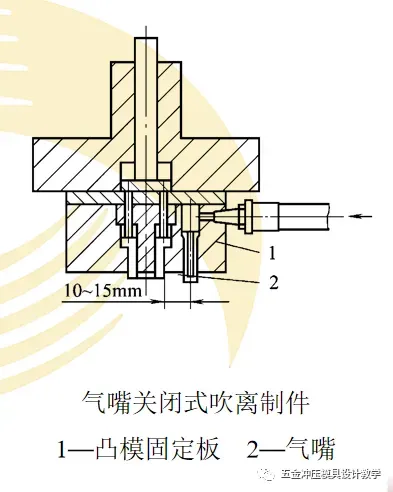
3.气嘴关闭式吹离制件
如图所示,把气嘴2装在凸模固定板1中,压缩空气经固定板进入气嘴,为防止压缩空气损失,它们之间的配合间隙不能太大(可以增设密封圈),气嘴与凸模保持10~15mm的距离。当上模下行时,气嘴被压入凸模固定板内,气孔被堵塞;上模回升时,压缩空气把气嘴推出,并从气嘴侧气孔中喷出气流把制件吹离模面。这种形式在复合模或复合工位中常用。
4.模外可动气嘴吹离制件
对于一些小型模具在模内设置气孔有困难时,可把软管的气嘴架安装在模具需要清理的任意外侧,吹离模面的制件或废料。这种装置结构简单,固定方便、 灵活,使用广泛。利用压缩空气清理模面的制件或废料,应正确设计气嘴位置、 方向和所用气压的大小,同时要注意不要损伤制件(可采用软质袋承接制件)。
三、模具的安全检测装置:
冲压工作中,经常会因一次失误(误送、凸模折断、废料或制件回升与堵塞等)而使精密模具损坏,甚至造成压力机的损坏。因此,在生产过程中必须有防止失误的安全检测装置。检测装置可以设在模具内,也可安装在模具外。冲压时, 因某种原因影响到模具正常工作时,检测的传感元件能迅速地把信号反馈给压力机的制动部位,实现自动保护。常用的方法为光电传感检测和接触传感检测。
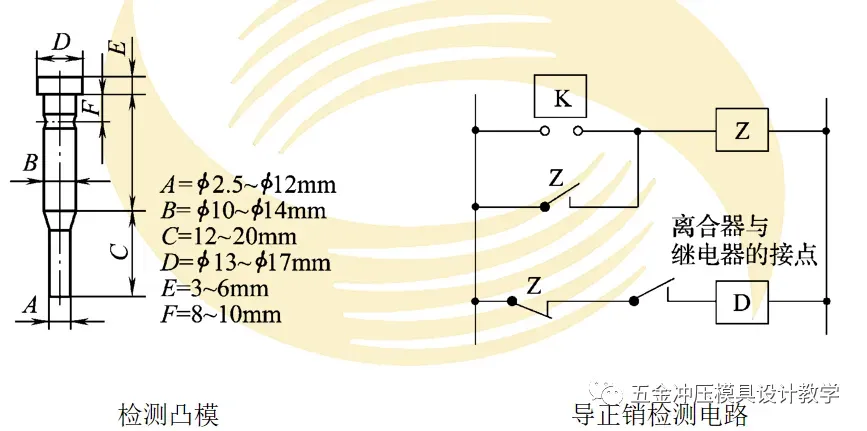
1.送料步距失误检测
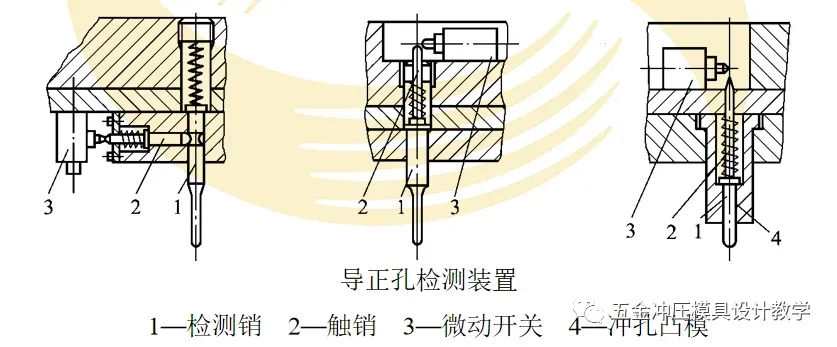
在级进冲压时,材料的自动送料装置有时会因环境的微小变化而使送进步距失准,若不及时排除,就会损坏制件或造成凸模折断。为了防止级进加工出现的送料步距失误,在多工位级进模内装入检测凸模。当检测凸模发现误送时,检测凸模的动作将推动顶杆使其与微动开关接触,从而接通电路达到使冲床急速停止的目的。
左图所示为检测凸模的结构示意图。浮动检测凸模检测因调整简单, 检测可靠,广泛地应用在多工位精密自动级进模中。检测的电路原理如右图所示。
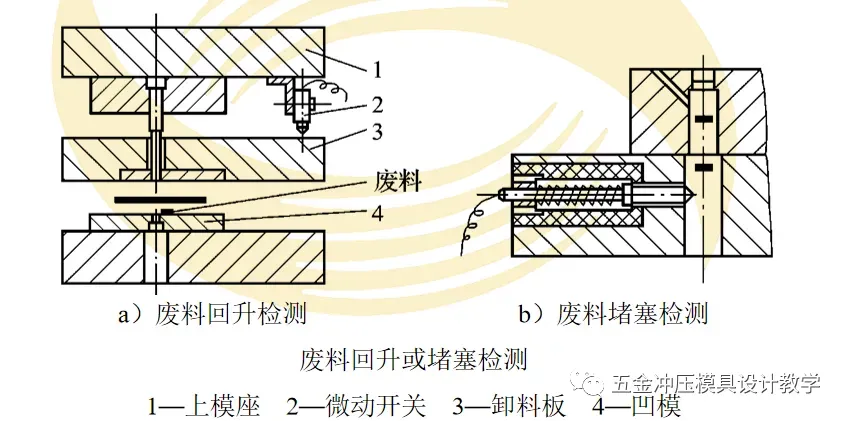
2.废料回升和堵塞检测
如图所示为废料回升和堵塞的检测装置。废料回升检测一般都采用模具闭合高度的下止点检测,如图a所示。图b所示为废料堵塞的检测。
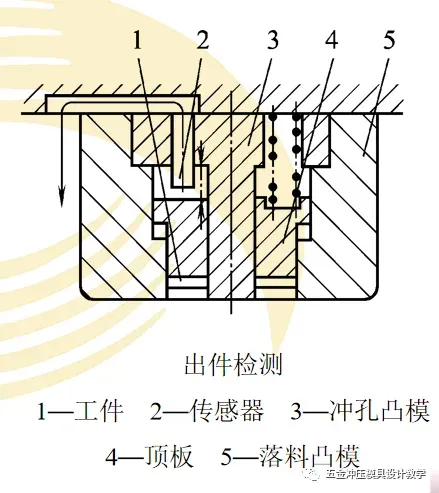
3.出件检测
如图所示为出件检测。在正常工作时,顶板4和传感器2间有小于冲裁件厚度的间隙,此时线路不通。如果顶板卸件时,工件未能顶出,则在下一 冲程中,模内又多积一工件,此时顶板4和传感器2接触,导通线路控制冲床停 止。间隙d根据材料厚度预先设定。
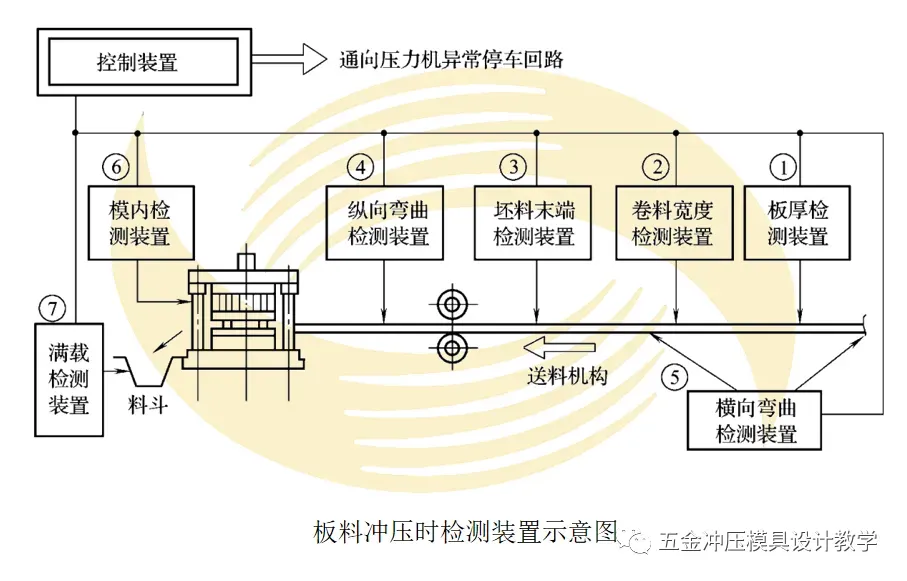
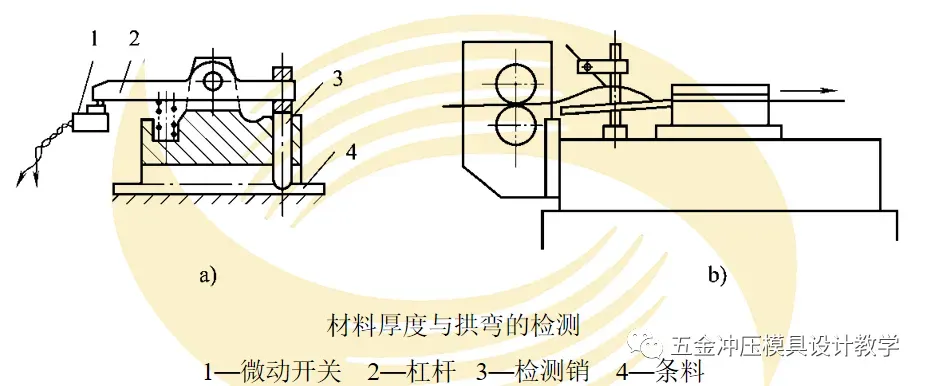
4.材料厚度、 宽度和拱弯等检测
(1)材料厚度超差和拱弯的检测
图a所示为材料厚度超差的检测装置。当条料4过厚时,检测销3通过杠杆2使微动开关1动作,断开电路,压力机停止工作。图b是利用探针检测材料拱弯。由于材料自身拱弯,或由于送料长度大于模具步距时,材料在模具外造成波腹,当波腹同探针接触时,压力机停止工作。如果是属于送料原因,此时应调整送料装置,使材料送进与模具的冲压步距趋于一致。
(2)料宽的检测
料宽的检测也可用微动开关或探针检测,厚料采用微动开关接触检测,薄料采用探针接触检测。如果送料左右摆动(蛇行送料)也可用同样方式检测。
(3)条料用完的检测
条料用完,压力机应停止运转,这类检测同样可以采用接触检测方式。如图a所示,如果将微动开关1改用常分开关,有料送进时条料4始终把检测销3垫起,使杠杆压合微动开关1,电路闭合,压力机连续转动;当材料的料尾脱离检测销时,杠杆在弹簧的作用下左端抬起离开微动开关,切断电路,压力机立即停止工作。
 (资料收集于网络,仅供学习分享,如侵权,请联系删除)
(资料收集于网络,仅供学习分享,如侵权,请联系删除)
你们对这如何看,在下面留言大家一起评
模具设计学习咨询:204784466|模具前沿|设计技术|设计视频|设计资讯
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊一下我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。