对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
焊缝质量评级方法与超声检测工艺讲解
- 焊缝质量评级需综合缺陷回波幅度、指示长度及间距,并依据厚度确定各级下限值
💡 核心结论:
- 超声检测工艺文件需体系化,操作指导书应基于具体工件条件,引用工艺规程
- 钢管环向焊缝检测需使用带曲率的探头与试块以控制声场、保证耦合,提高信噪比
焊缝质量评级方法
评级依据与流程
评级示例与下限值确定
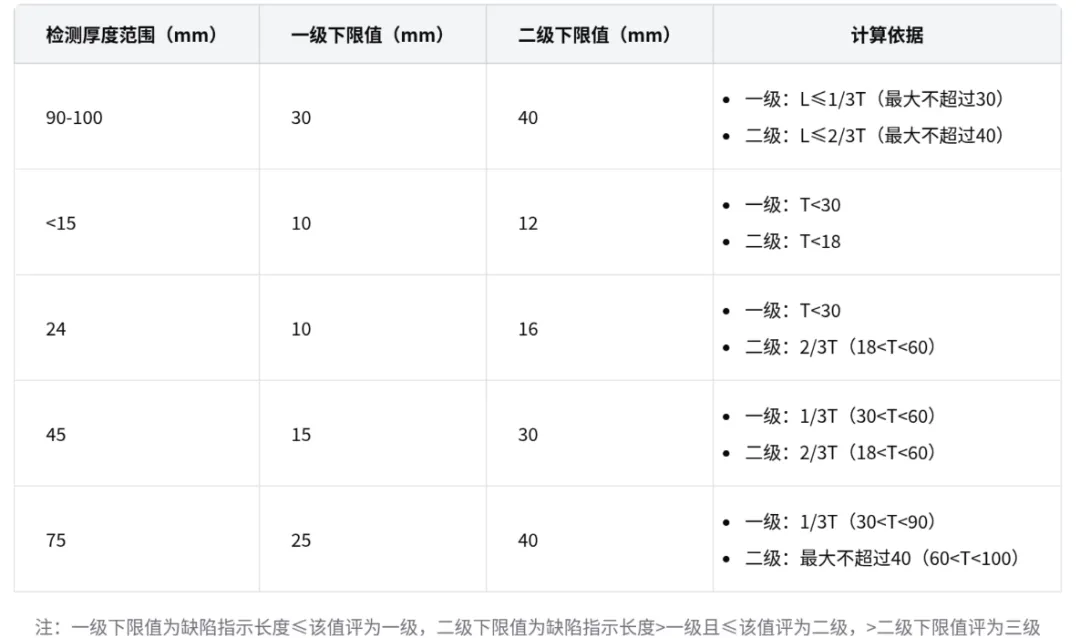
- 检测厚度 T=15mm :一级下限值10mm,二级12mm
- 检测厚度 T=24mm :一级下限值10mm,二级16mm
- 检测厚度 T=45mm :一级下限值15mm,二级30mm
- 检测厚度 T=75mm :一级下限值25mm,二级40mm
超声检测工艺文件编制
工艺规程与操作指导书
操作指导书编制程序
钢管环向焊缝检测要点
检测特点 | 探头要求 | 试块要求 | 注意事项 |
曲面耦合损失大 | 需带轴向曲率 | 需带轴向曲率 | 属二型焊接接头 |
信噪比相对较低 | 曲率半径0.9~1.1倍 | GS系列试块全覆盖 | 扫查方式受限 |
声场需控制 | 平面声源转为柱面声源 | 等效试块原理适用 | 标准附录K已无必要 |
焊缝质量级别评定、超声检测工艺记录及钢管环向对接焊缝检测等内容,详细讲解了相关评级方法、工艺文件编制要点和检测注意事项,内容如下:
焊缝质量级别评定
评级下限值确定
一级下限值:检测厚度 T 在 90 - 100 毫米范围内,L ≤ 1/3T 计算结果大于 30,因标准规定最大不超过 30,故以 30 毫米作为一级缺陷长度评定下限值;T 小于 15 且小于 30 时,以 10 毫米作为一级下限值;T 等于 45 时,1/3T 为 15 毫米,以 15 毫米作为一级下限值;T 等于 75 时,1/3T 为 25 毫米,以 25 毫米作为一级下限值。
二级下限值:检测厚度在 60 - 100 毫米范围内,L ≤ 2/3T 计算结果大于 40,标准规定最大不超过 40,以 40 毫米作为二级缺陷长度评定下限值;T 小于 15 且小于 18 时,以 12 毫米作为二级下限值;T 等于 24 时,2/3T 为 16 毫米,以 16 毫米作为二级下限值;T 等于 45 时,2/3T 为 30 毫米,以 30 毫米作为二级下限值。
评级流程
判断严重缺陷:先确定缺陷是否为裂纹、未融合、未焊透等严重缺陷。
确定回波幅度区域:根据检测厚度确定判废线、定量线,判断缺陷反射回波幅度所在区域。
缺陷计量:若缺陷间距大于最小缺陷指示长度,按单个缺陷评级;若间距小于单个缺陷指示长度,计算缺陷累计长度后评级。
评级:缺陷指示长度小于等于一级下限值评为一级;大于一级下限值小于二级下限值评为二级;大于二级下限值评为三级。
超声检测工艺记录
工艺规程
内容规定:规定超声检测人员资格、探伤器材、检测工艺文件和验收标准管理、检测技术要求及检测对象有关信息等内容。
编制审核批准:由三级超声人员编制,检测责任师审核,单位技术负责人批准,在一定时间内有效,标准更新时需修改。
操作指导书
编制程序:明确检测工作条件,包括工件名称、规格、检测时机、部位、材质、坡口形式、检测比例、工艺规程编号、检测技术等级、标准、合格级别等;选择检测方法和条件,如检测区、探头移动区、检测面、扫查方式、扫查速度、表面粗糙度及补偿等;建立检测系统,确定仪器、探头、试块规格型号;调整检测系统,选择合适的调整方法。
注意事项:指导书应体现工艺规程编号,避免重复工艺规程内容,编写要符合单位质量体系文件要求,不能出现无关内容。
检测记录
记录内容:包括缺陷序号、指示长度、距离焊缝中心线偏移量、距离焊缝表面埋藏深度、缺陷定量(反射回波与定量线比较及所在区域)等信息。
相控阵探伤:掌握 A 超基础问题,相控阵探伤相对容易,需记录散场声线、折射角度、探头声源类型、探头距离焊缝中心线偏移量等信息。
检测报告:综合超声指导书和原始记录,依据标准给出探伤结论,判断是否符合执行标准要求。
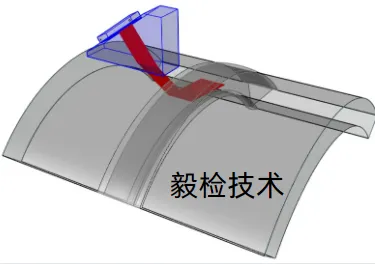
钢管环向对接焊缝超声检测
焊缝特点
焊接方法:常采用微型焊,一般为手工或自动电弧焊接,单面焊双面成型。
常见缺陷:气孔、夹渣、未融合、未焊透、裂纹。
检测特点:被定义为二型焊接接头,直径小于 600 毫米,曲率半径小,曲面耦合损失大,超声波内外表面反射发散损失大,检测灵敏度与信噪比相对较低。
检测条件和方法选择
检测方法:采用横波探伤,因探头带轴向曲率,环绕、转角、倾斜扫查方式失去意义,常采用锯齿形、前后、平行扫查方式。
探头选择:选用横波斜探头,考虑耦合因素,钢管直径小于 600 毫米时,探头应带与钢管相同或相近轴向曲率,曲率误差范围在 0.9 - 1.1 倍。
试块选择:选用试块应具备与被检测钢管相同或相近外圆轴向曲率,GS 试块可覆盖 Ф 32 - Ф 600 直径钢管环向对接焊缝检测。
检测系统建立与调整
仪器要求:仪器应具备恒波圆弧法检测系统标准,一般超声波探伤仪具备相关试块校准功能。
系统调整:利用通用技术部分的圆弧法检测系统调整校准仪器扫描基线、探头 K 值和前沿,按标准制作距离波曲线。
标准附录 K 讨论:GS 系列 1 - 6 块试块已覆盖直径小于 600 毫米钢管对接接头检测,标准附录 K 针对直径 160 - 500 毫米钢管对接焊缝检测且未给出标准试块,已无存在必要。