对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
徐海洋超声波检测技术学习笔记(十九)
超声波检测通用技术要点与缺陷识别
本次讲义接续纵波磁探头检测范围确定,系统讲解了纵波与斜探头检测范围调整、检测灵敏度设定、标记点应用以及14种常见缺陷的特征与识别方法,是超声检测通用技术的核心内容。
核心技术与概念
检测范围调整
关键步骤
- 纵波直探头:扫描基线用声程表示,检测范围 ≥ 工件厚度 + 10mm。
- 斜探头(深度基线):最大检测范围 = 2T + 10mm(T为工件厚度)。
- 调整原则:范围过小易漏检,过大则降低扫描基线精度。
- 若基线代表水平或声程,则分别调整为 2TK + 10mm 或 2T/Cosβ + 10mm。
检测灵敏度
三级设定
灵敏度必须是一个固定DB值,不能给范围。
- 基准灵敏度:在参考灵敏度基础上,补偿表面粗糙度、曲率、材质差异后得到,用于检测与评定。
- 扫查灵敏度:在基准灵敏度上 提高6dB,用于实际扫查以克服耦合、速度等影响因素。
标记点与闸门
缺陷识别关键
在扫描基线上标出一次/二次声程、水平距离或深度的准确位置,帮助快速识别缺陷波与几何反射波。
- 闸门设置:起点套住曲线起点,终点套住2倍工件厚度,严禁套住始波,以免干扰缺陷识别。
常见缺陷特征与识别
焊缝典型缺陷
- 未焊透:X型坡口在钝边处,V型坡口在根部。反射回波位置固定。
- 未熔合:出现在坡口面或层间。坡口未熔合可用斜探头检出;层间未熔合需纵波直探头。
- 气孔:多在近表面,反射波形状与密集程度相关(点状、密集、链状)。
- 裂纹:危害性大,反射特征明显,但实际检出率低,需重点掌握识别方法。
锻件与板材缺陷
- 白点:厚度>40mm钢板或锻件中心,密集缺陷引起底波降低。
- 分层:钢板/锻件内部未焊合缝隙。面积大小影响反射波特征。
- 折叠:表面或近表面,类似裂纹,危害性大,23版标准已提及。
- 疏松:铸/锻件内部微孔分布,分中心、片状、分散三种。
关键术语与定义
基础概念
- 工件厚度 t:检测方向上的尺寸。不等厚对接焊缝以薄侧为准。
- 密集区缺陷:50mm立方体内存在≥5个幅度超标的缺陷信号。
- 底波降低量:锻件探伤重要评级依据,BG/DF的比值。
核心结论:超声检测通用技术是确保结果准确的基础,必须严格按标准调整检测范围与灵敏度,并熟练掌握14种常见缺陷的反射特征与出现位置,方能有效识别缺陷,提高检出率与判伤准确性。
围绕超声检测通用技术展开,详细讲解了纵波和斜探头检测范围的确定、检测灵敏度的调整、标记点的应用、常见缺陷的特征以及相关技术术语和定义,内容如下:
探头检测范围确定
纵波直探头:直探头无 k 值,声程等于深度 h,扫描基线一般用声程 s 表示。纵波扫描基线校准后,4 块第一次底波在扫描基线上的位置等于试块厚度 t,若被检工件厚度等于试块厚度 t,检测范围应大于等于 t,调整时将扫描基线最大显示范围调至 t + 10 mm;若工件厚度不等于试块厚度 t,检测范围调整为工件厚度加 10 mm。
斜探头
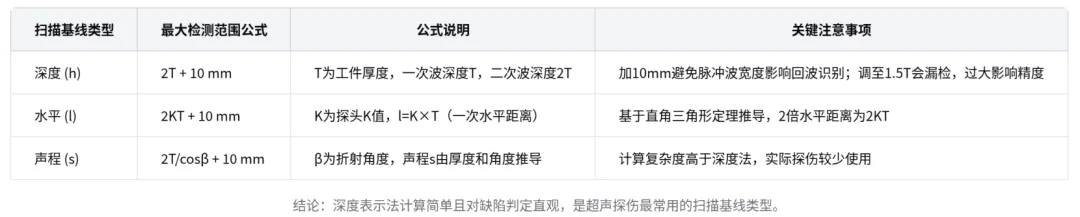
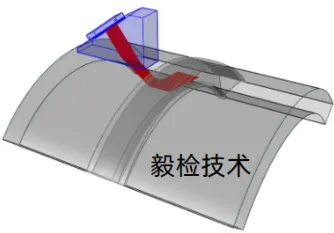
以深度表示扫描基线:以横波斜探头检测焊缝为例,若仪器扫描基线代表深度,最大检测范围应调整到 2T + 10 mm。一次波探伤超声波走过深度方向距离为一倍的 t,二次波探伤借助底面反射,终点对应最大检测声程,为 2T。加 10 mm 是为避免因脉冲波宽度导致在 2T 位置难找到反射回波最高点。若检测范围调至 1.5T 会出现漏检,调得远大于 2T + 10 会影响检测精度。
以水平表示扫描基线:最大检测范围应调整到 2TK + 10 mm,其中 l = k × t,一次入射点到反射点的一次水平距离为 l,2 倍水平距离为 2KT。
以声程表示扫描基线:最大显示范围为 2T / cosβ + 10 mm,s 是利用折射角度和工件厚度推导得出。用深度代表声能极限最大检测范围计算更简单,且对缺陷判定直观,因此探伤习惯用深度代表扫描基线。
检测灵敏度确定
参考灵敏度:将对比试块上参考反射体的回波高度或被检工件的底面回波高度调整到某一基准时的高度,称为基准灵敏度。如做斜探头的距离波幅曲线,基准线是利用对比试块上不同深度的参考反射体制作而成。
基准灵敏度:在参考灵敏度基础上,考虑对比试块与工件之间因表面粗糙、曲率、材质差异等因素进行调整后得到的灵敏度,主要用于工件检测和曲线评定。调整时需进行表面粗糙度补偿、曲率耦合补偿,材料差异主要指材料的衰减系数。曲线法检测时,将最大声程处对应的评定线位置调整到不低于基准高度 20% 作为检测灵敏度。
扫查灵敏度:在基准灵敏度基础上适当提高增益(一般提高 6 dB)后用于实际检测的灵敏度。这是为避免或减少探头移动速度、工件表面状况、耦合剂均匀度等因素对检测的影响,便于顺利发现缺陷。检测灵敏度对应的 dB 数必须是固定值。
标记点的应用
标记点定义:超声波由工件外表面传输到内表面所对应的一次声程、一次水平距离或一倍深度 h 定义为一次标记点;由工件内表面传输到外表面所对应的二次声程、二次水平距离和 2 倍的深度 h 定义为二次标记点。
标记点作用:标记点能帮助快速识别屏幕上的反射回波是否为缺陷。扫描基线上的刻度用显示器像素点表示,标记点可清晰地标出一倍工件厚度、二倍工件厚度等关键位置,对缺陷识别至关重要。
常见缺陷的特征
未焊透:X 型焊口未焊透出在钝边位置,V 型焊口未焊透出在根部,需掌握其反射回波特征及在扫描基线上的位置。
未熔合:V 型和 X 型坡口的未熔合都出在坡口上,要了解其反射特征及用几次波能探到。层间未融合需磨平焊缝余高,用纵波直探头骑到焊缝上才能检出。
夹渣:残留在焊缝金属中的溶渣,有条状、点状和密集状,需明确其在焊接头中的位置及反射回波形状。
咬边:母材在焊趾处因焊接产生的不规则缺口,类似裂纹,在焊缝边缘。需了解探伤方法及焊缝探伤检测区的概念。
焊流:焊接过程中融化金属流淌到未融化的母材或焊缝上形成的金属流,会产生几何反射。
气孔:融化金属凝固时气体未能溢出形成的空穴,多在近表面,需掌握用几次波检测及反射回波形状。
折叠:金属变形过程中形成,部分肉眼可见,部分隐藏在锈蚀氧化皮下。其形成原因多样,危害大,类似裂纹,在特种设备检测中需重视识别和评级。
裂纹:金属原子结合遭到破坏形成的缝隙,不同位置的裂纹(钢板表面、锻件表面、焊缝中)有不同的反射特征和检测方法。
缩孔:铸件凝固过程中补缩不良产生,孔洞形状不规则,常出现在铸件最后凝固部位,如轴类锻件的圆心部位,需掌握其反射特征。
夹渣(铸件、锻件、钢板):混进的非金属夹渣或耐火材料形成的缺陷,需明确其在不同工件中的位置及反射回波特征。
分层:钢板或锻件断面上呈现的明显金属分离现象,缺陷处可见未焊合的缝隙和夹杂物,需掌握探伤方法、反射特征及危害。
金属腐蚀:金属受周围介质作用而损坏,常出现在管线与容器内壁,超声波探伤较难检出。
疏松:物件或锻件内部成细密微孔分布的缺陷,有中心疏松、成状疏松、分散疏松等情况,需掌握检测方法、反射回波特征及对工件的危害。
白点:冶炼和浇注过程中氢未及时溢出产生的缺陷,主要出现在厚度大于 40 mm 的钢板和锻件中心部位,底波降低时需考虑其存在,要掌握反射回波特征。
技术术语和定义
工件厚度 t:对于板材和管材,工件厚度 t 为其厚度;复合板工件厚度 t 是基材工程厚度,不包括覆层;环形和筒形锻件工件厚度 t 是筒体厚;饼形或锻件工件厚度 t 是其最小厚度;其他类型工件厚度 t 一般指检测方向上的尺寸。
径向和轴向:检测轴类锻件时,沿轴的直径方向探伤叫径向,沿轴的长度方向探伤叫轴向。了解径向和轴向概念有助于描述探头表面曲率。
焊接接头厚度:平板对接接头焊缝两侧母材厚度相等时,焊缝厚度就是母材厚度;不等厚对接时,焊缝厚度以薄侧母材厚度为准。插入式管座角焊缝的焊接接头工件厚度以筒体厚度作为焊接厚度;梯形焊接接头以腹板厚度作为焊缝厚度。
密集区缺陷:锻件检测时,在边长为 50 mm 的立方体内,同时存在 5 个或 5 个以上且反射回波幅度均大于或等于某一特定频率(如 Ф 2)的缺陷反射信号,称作密集区缺陷。
缺陷检出率:在给定环境条件下,由熟练的无损检测人员按给定的设备、器材和工艺文件对工件进行检测,所能检出的缺陷占缺陷总数的比例。但实际中难以计算工件里的缺陷总数,故该指标对超声波探伤难以衡量。
缺陷自身高度:缺陷上下端点在工件厚度方向上的距离,如未焊透在不同坡口的高度情况。
底波降低量:锻件检测时,靠近曲线处完好区域内第一次底波底面回波的波幅 BG 与缺陷区域内第一次底面回波的波幅 BF 的比值。断件探伤中,部分缺陷虽无反射回波但会引起底波降,可利用底波降低量对缺陷进行评级。