说明:本笔记与三十八参阅使用。
总体原则与策略
为确保贝诺酯片生产工艺的稳健性,将持续收集的关键工艺参数(CPP)与关键质量属性(CQA)数据,通过以下两个维度进行分析:
——符合性分析:将单点数据与预定的可接受标准(质量标准、工艺规程范围)进行直接比对,确认其是否符合既定要求。
——趋势分析:运用统计过程控制(SPC)工具,对一定时期内的数据序列进行分析,评估工艺的稳定性、预测潜在漂移,并确认工艺处于受控状态。
数据分析应具有前瞻性,旨在识别趋势而非仅回应偏差。所有分析活动均服务于一个核心目标:为工艺的理解、控制与持续改进提供科学依据。
数据分析方法与统计工具
基本统计分析:
——集中趋势与离散度:计算数据的平均值(xˉ)标准差(σ)极差(R)。
——过程能力分析:在数据量充足且工艺稳定的前提下,计算过程能力指数(Cpk)和过程性能指数(Ppk),评估工艺满足标准的能力。目标: Cpk/Ppk ≥ 1.33。
2 心趋势分析工具——控制图:
选用原则:计量型数据(如片重、含量、溶出度、硬度)采用均值-极差控制图(Xˉ−R图) 或单值-移动极差控制图(I-MR图)。
计数型数据(如外观不合格品率): 采用不合格品率控制图(p图) 或不合格数控制图(np图)。
控制限建立: 初始控制限(UCL/LCL)应基于早期商业化阶段(如第1-12个月)的工艺验证和初始确认批次数据计算得出。控制限将作为后续持续监控的基准。
评估频率: 控制图至少每季度更新和评估一次,或在每完成10-15个生产批次后进行评估。
数据分析流程与预期标准
数据汇总: 每季度由质量管理部牵头,从MES、LIMS及批记录中汇总相关数据。
图表绘制与更新: 使用专业统计软件(如Minitab, JMP)或经确认的Excel模板,更新各监控点的控制图及相关统计量。
趋势审查: 审查控制图是否显示工艺处于统计受控状态。以下迹象表明工艺可能发生异常或漂移:
超出控制限:任何一点超出上控制限(UCL)或下控制限(LCL)。
趋势性规则:
连续7点出现在中心线同一侧。
连续6点上升或下降。
连续14点交替上下。
连续3点中有2点落在中心线同一侧的2σ区域以外。
连续5点中有4点落在中心线同一侧的1σ区域以外。
预期标准(受控状态判定):
所有数据点均在预定质量标准和控制限内。
控制图未触发任何“趋势性规则”警报。
Cpk/Ppk值稳定且 ≥ 1.0(理想状态≥1.33)。
关键参数与关键质量属性之间的相关性保持稳定。
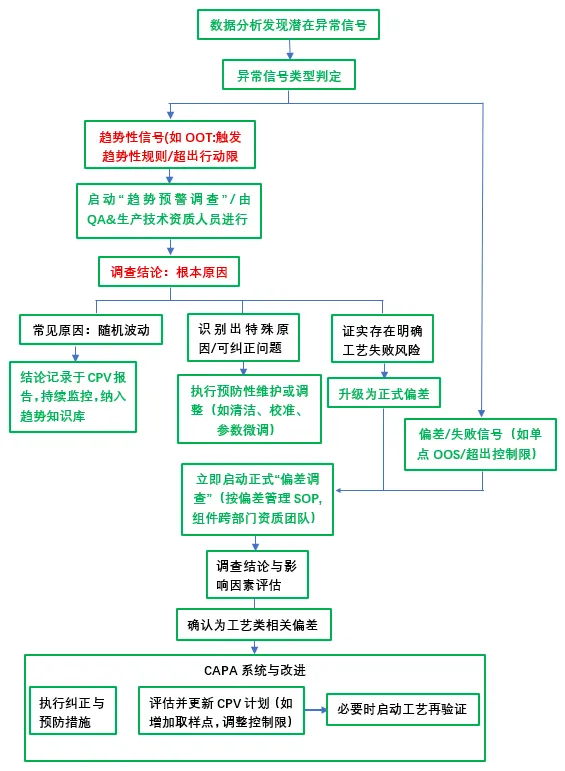
异常处理与升级机制
一旦监测发现工艺漂移或偏离,将按下图流程进行分级评估与处置:变更控制: 持续工艺确认期间,任何计划内的关键工艺参数变更,必须通过正式的变更控制程序进行评估、批准和实施,变更后需重新评估CPV监控策略。
计划更新: 基于调查结论和CAPA效果,CPV方案(包括监控点、频率、控制限)应被动态评审和更新,以确保其持续有效。
输出与报告
所有数据分析结果、趋势图、调查结论及行动计划,均应记录并整合至《贝诺酯片持续工艺确认年度报告》中,作为工艺知识管理的一部分,并提交管理层评审。
附:示例图表(控制图与过程能力分析)
图表示例1:片重(mg)的Xˉ−R控制图(可在此处插入模拟图表)
图表示例2:含量(%)的过程能力分析报告(可在此处插入Cpk/Ppk图表)
表格示例:关键指标年度趋势汇总表
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
