对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
铸件探伤与螺栓检测技术要点解析
- 铸件探伤因材质不均、试块难制、需分层检测而比锻件更难,现行部分标准中的声速数据存在争议。
💡 核心结论:
- 螺栓坯材检测可等效为轴类锻件,需根据尺寸选择纵波单/双晶直探头或横波斜探头及对应试块。
- 在役螺栓螺纹疲劳裂纹检测,应在不拆卸条件下选用小角度纵波斜探头,并重点关注被结构遮挡的受力部位。
铸钢件超声检测要点
检测前准备
探头选择与参数
- 频率选用 2-2.5MHz ,晶片直径Φ14-30
检测难点与标准争议
- 质疑欧盟标准中铸钢件声速( 5920m/s )描述
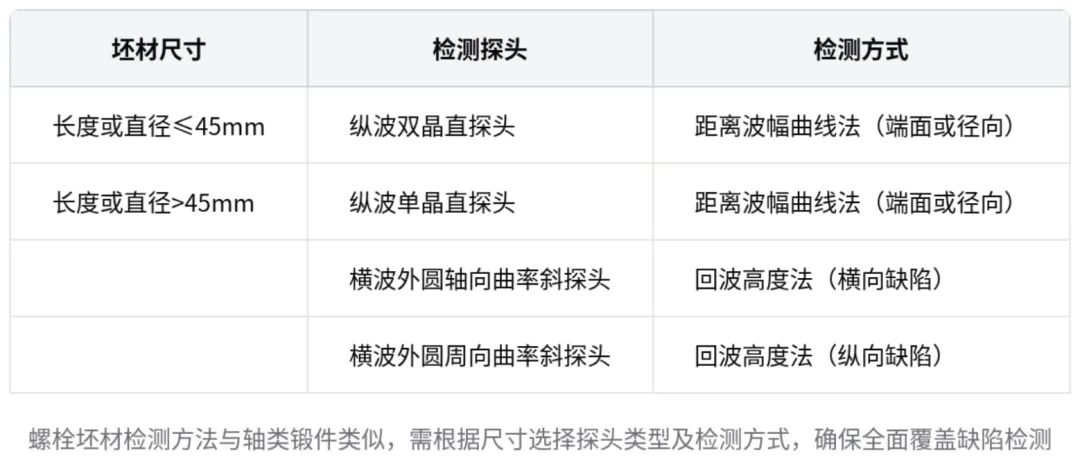
螺栓坯材检测
坯材尺寸 | 检测方法 | 探头选择 | 试块选择 |
长度/直径 ≤45mm | 纵波双晶直探头曲线法 | 频率5MHz,菱形声场 | CS-3型对比试块 |
长度/直径 >45mm | 纵波单晶直探头曲线法 | 频率2.5-5MHz | CS-2型系列试块 |
横向缺陷 | 横波外圆轴向曲率斜探头 | K1探头,参考钢板探头规格 | SGB或GS系列试块 |
纵向缺陷 | 横波外圆周向曲率斜探头 | 曲率半径同工件,前沿长度加长 | 制作等效试块(外圆双孔法) |
在役螺栓螺纹检测
检测条件与面选择
正确检测方法
检测范围分析
围绕铸件探伤、螺栓坯材与螺纹检测等内容展开,详细讲解了铸钢件探伤的表面处理、检测系统建立、探头选择等要点,分析了螺栓坯材的成型方法、缺陷种类及检测方法,还探讨了螺栓螺纹检测的条件、检测面和探头选择等问题,内容如下:
铸钢件探伤
表面处理与耦合剂
表面打磨:铸钢件表面粗糙,检测前需打磨清理,粗糙度不大于 12.5 微米,比锻件探伤表面要求稍松。
耦合剂选择:铸钢件检测常用粘度较大的耦合剂,如浆糊、黄油、甘油、凡士林等,也可用水、玻璃等。
检测系统建立
仪器要求:仪器应具备单双晶纵波直探头曲线法、纵波 AVG 曲线法、纵波斜探头双孔法等检测系统调整功能。
试块制作:铸件试块难做,每铸造一批需用同炉号预留件制作校准试块和对比试块,常采用双孔法校准。
探头选择:铸钢件检测以纵波单晶直探头为主,频率范围为 2 - 2.5 兆,晶片直径为14 - 30;纵波斜探头折射角度为 45° - 63°。
思考题分析
声速比较:铸钢件材质均匀程度差、晶粒粗大,超声纵波声速小于奥氏体不锈钢焊缝区的 5780 m/s。
最小缺陷尺寸:检测的最小缺陷尺寸与 1/2 波长有关,可通过铸钢件声速除以频率再除以 2 计算。
标准分析:欧盟标准对铸钢件纵波声速的描述可能有误,铸钢件与锻件声速相差小,但探伤难度大,国内部分人参照该标准探伤结果不稳定。
试块选择与检测灵敏度
标准试块问题:国标 19799.1 标准 1 号试块和 19799.2 标准 2 号试块为普通碳钢材质,用其校准材质不均匀的铸钢件检测系统与超声波基本理论矛盾。
对比试块制作:应依据检测厚度,用材质相同的材料制作不同直径、不同深度平底孔或横通孔系列对比试块,分层确定检测灵敏度。
横孔转化平底孔:为减少对比试块数量,可使用不同直径横通孔转化为不同直径平底孔的方法,用横孔当量替代平底孔当量。
透声性试验
试验目的:验证超声检测时最小规定尺寸缺陷的反射回波信号能否与噪声信号明显区分。
试验区域:选择铸钢件具有代表性、上下表面平行的最终表面和最大厚度区域。
合格条件:最大检测厚度能检测到最小直径平底孔的回波信号大于噪声信号 6 dB,信噪比不低于 1:2。
缺陷判别与记录
记录条件:缺陷回波幅度达到距离波曲线、底波回波幅度降低量大于 12 dB、认为是线状或片状缺陷时需记录。
尺寸测定:用半波高度法和端点 6 dB 法测定缺陷尺寸。
质量评级:国内铸钢件探伤标准为国标/T 7233.2 - 2010,质量级别评定分为 1 - 3 级,1 级最高,3 级最低。
螺栓坯材检测
成型方法
连铸锻造成型:炼钢炉炼成的钢水经连铸机铸造得到棒材基本外形,再经锻造机直接锻造出所需直径的棒材,可减少车外径工序。
热轧盘条冷拔成型:热轧盘条经过冷拔、球化退火、机械除磷、酸洗、冷拔、冷镦成型,工序复杂,已很少使用。
缺陷种类:连铸坯凝固过程中会出现缩孔、疏松、夹杂、白点等缺陷;锻造过程中会形成片状分层、折叠、裂纹等缺陷;热轧盘条冷拔过程中常在棒材表面出现纵向裂纹。
检测方法
长度或直径 ≤ 45 mm:在坯材两个端面或径向使用纵波双晶直探头距离波幅曲线法检测。
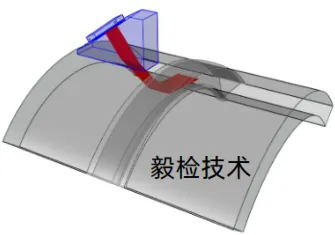
长度或直径 > 45 mm:在坯材两个端面或径向使用纵波单晶直探头距离波幅曲线法检测;横向缺陷使用外圆轴向曲率横波斜探头回波高度法检测;纵向缺陷使用外圆周向曲率横波斜探头回波高度法检测。
检测系统建立
仪器要求:仪器应具备单双晶纵波直探头曲线法、横波圆弧法、横波外圆双孔法等检测系统调整功能。
探头选择:坯材长度或直径 ≤ 45 mm 时,使用纵波双晶直探头,频率选用 5 兆;坯材长度或直径 > 45 mm 时,使用纵波单晶直探头,频率选择 2.5 - 5 兆;横向裂纹缺陷用横波外圆轴向曲率 K1 斜探头;纵向裂纹缺陷采用横波外圆纵向曲率斜探头。
试块选择:坯材长度 < 45 mm 时,纵波双晶直探头径向检测选用 CS - 3 型对比试块;坯材长度 > 45 mm 时,纵波单晶直探头轴向检测选用 CS - 2 型系列对比试块;直径 < 200 mm 时,纵波单双晶直探头径向检测选用曲面阶梯平底孔对比试块;直径 > 200 mm 时,纵波单晶直探头径向检测选用 CS - 2 型系列对比试块,用 CS - 4 型对比试块测定曲面补偿值;直径 < 600 mm 时,横波外缘轴向曲率斜探头检测可依据钢管对接焊缝使用的 SGB 或 GS 系列试块;直径 < 2400 mm 时,横波外圆周向曲率斜探头检测依据薄层介质理论制作等效试块。
扫查方式
纵波径向检测:按螺旋线或沿圆周方向进行,扫查行程应有重叠,扫查面应包括整个圆柱表面。
纵波轴向检测:从螺栓坯材两个断面进行,避免边缘效应对检测结果的影响。
横波外圆周向与轴向检测:均应从正反两个方向进行,扫查面应包括整个圆柱表面。
质量级别评定:单个缺陷质量评定用评定孔评定,第二种评定曲线引起底波降低量的评定,与轴类锻件探伤评定方法相同。
螺栓螺纹检测
检测条件:以不拆螺母、不拆弹簧垫为前提,对螺栓螺纹部位进行探伤。
检测面选择:螺栓受力的螺纹部位被螺母、弹簧垫和钢结构遮挡,检测面选择螺栓裸露的另一侧断头。
探头形式选择:螺栓孔直径小,探头移动范围有限,应选择小角度纵波斜探头,以保证一次生成足够的长度与超声能量,并与螺纹缺陷形成端角反射。
检测深度分析:螺纹受力范围从第一个螺母上平面开始,25 mm 长裸露的螺纹不受力,无需探伤。