对检测技术感兴趣的同事欢迎加入 中国无损检测技术联盟 微信群,群内云集众多国内无损检测专家,入群方式(群内严禁发送广告!):加我本人微信18512439555(加微信请备注好工作单位与姓名,不然不予通过)
南京毅检无损检测科技有限公司:专业从事奥氏体不锈钢材质、复合层(奥氏体+碳钢)材质、碳钢材质,镍基合金、铝合金、对接焊缝、管座角焊缝超声波(UT)、相控阵(PAUT)检测业务。并出售超声波探头、相控阵、TOFD楔块、扫查器、编码器。磁粉探伤仪、射线机。并举办 EN ISO 9712 无损检测培训班。
锻件与铸件超声波探伤技术要点与评级方法
- 锻件评级需根据缺陷面积与声场关系、底波变化及密集特征,采用不同方法并以 Φ4 为基准。
💡 核心结论:
- 铸件因组织粗大、表面粗糙,探伤需选用特定探头、分层检测并制作专用试块。
- 折叠、白点、空心、裂纹及铸件冷隔为危险缺陷,一经判定即评为最差质量等级。
锻件缺陷评级方法
缺陷类型 | 评级依据 | 核心方法 |
面积小于声场截面 | 当量直径 | 计算当量直径,统一用 Φ4±Δ 表示评级 |
面积大于声场截面 | 缺陷面积占比 | 测缺陷边界,计算占被检件面积比值查表 |
引起底波降低 | 底波降低量 | 对比无缺陷与有缺陷处底波高度百分比 |
密集缺陷 | 最大个体当量 | 分析密集区中突出回波,与 Φ2/Φ4 对比 |
铸件探伤特点与检测方法
铸件探伤特点
铸件检测方法选择
大厚度铸件分层检测
危险缺陷判定
锻件中的危险缺陷
铸件特有危险缺陷
围绕轴类锻件和铸件的超声波探伤问题展开,详细讲解了轴类锻件的缺陷类型、检测方法、质量评级,以及铸件的特点、常见缺陷、检测特点和检测方法的选择等内容,具体如下:
轴类锻件探伤
缺陷类型:轴类锻件由于制造过程可能存在缩孔、疏松、夹杂、白点、空心五种缺陷,且这些缺陷都处于轴类锻件的中心部位。
检测方法
探头移动方向:纵波探头沿圆周方向检测时无法测量缺陷面积,因此探头只能沿轴的轴向方向移动,当移动距离超过探头半径,底波幅度降低或消失,可判断密集区间长度等情况。
缺陷面积判别:当探头沿前后或左右方向移动距离超过探头半径,底波幅度降低或消失,密集圈面积大于生产截面;若底波幅度恢复到原有高度,则密集圈面积小于生产面积。
质量评级
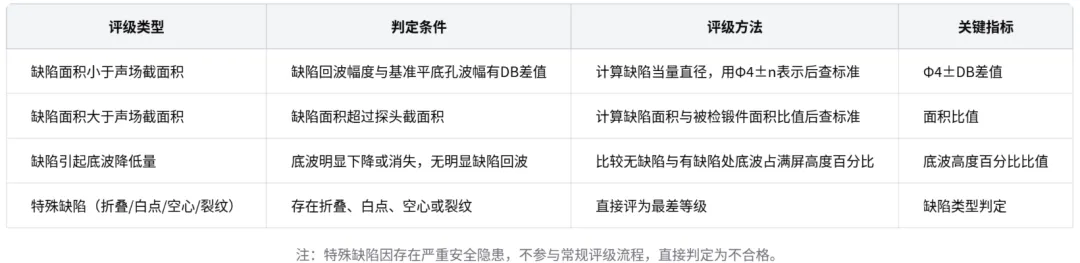
缺陷面积小于声场截面积:已知缺陷回波与基准平底孔波幅的 DB 差值,利用不同公式计算缺陷当量直径,最终用 Φ 4 加减多少来表示,再依据标准进行质量评级。
缺陷面积大于声场截面积:分别计算缺陷面积与被检锻件的面积,得出比值后查标准进行质量评级。
缺陷引起底波降低量:依据底波降低量对锻件进行质量评级,通过比较无缺陷处和有缺陷处底波占满屏高度的百分比,查标准进行质量统计。
特殊缺陷评级:锻件中出现折叠、白点、空心、裂纹缺陷,直接评为最差。
铸件探伤
铸件与锻件的区别
试块不同:铸件和锻件的声学性能不同,常用的 CSK-1、CS - 2 系列、CS - 3 系列试块不能用于检测铸件。
材质特性:铸钢和铸铁的主要区别在于碳含量,铸铁碳含量高于 2%,铸钢碳含量低于 2%。铸钢强度和韧性较高,具有优良的塑性和焊接性;铸铁耐磨性和抗压强度较高,但抗拉强度较低。
铸件特点及常见缺陷
组织不均匀:铸件组织不均匀,靠近模壁晶粒细小,远离模壁形成柱状晶,中心部位为等轴晶体,这会影响超声波探伤的缺陷定位。
组织不致密:铸件以树枝状生长,树枝间液态金属难以充满,且冷却凝固时体积收缩,易形成缩孔和疏松。
表面粗糙:铸件一次浇注成型,形状复杂,表面硬度大,难以加工,不符合超声波探伤的耦合条件。
常见缺陷:铸件中主要缺陷有缩孔、疏松、气孔、夹渣、冷裂纹、热处理裂纹、白点、冷隔等,其中冷隔是铸件特有的缺陷,危害性较大。
铸件检测特点
超声波穿透性能差:铸件中粗大的晶粒、不均匀的组织和粗糙的表面使超声散射增大,声能损失严重,可焊厚度小。
声耦合差:铸件表面粗糙,机加工困难,声耦合差,检测时常用高浓度的耦合剂,如黄油。
干扰信号多:铸件组织不致密、不均匀,晶粒粗大,会产生草状波信号,粗糙表面会形成杂波信号,形状复杂易产生几何反射回波和磁道回波,妨碍缺陷信号识别。
缺陷检测要求低:铸件中一般允许存在的缺陷尺寸较大,数量可较多,工艺性检测只要求检出危险性缺陷。
铸钢件超声检测方法
纵波单晶直探头检测:适用于检测厚度大于 45 毫米、表面比较光滑的铸件,可采用距离波幅曲线法或 AVG 曲线法检测。
纵波双晶直探头检测:适用于检测厚度小于 45 毫米的铸件,可采用距离波幅曲线法检测。
纵波单晶斜探头检测:用于检测裂纹缺陷或无法采用纵波直探头检测的部位,需做距离波幅曲线,采用低频单晶纵波窄脉冲探伤。
分层检测法:对于厚度特别大的铸件,采用分层检测法,将铸件厚度分为若干层,每层分别采用该层的灵敏度进行检测。检测系统调整时需做试块,根据试块调整扫描基线和灵敏度余量。