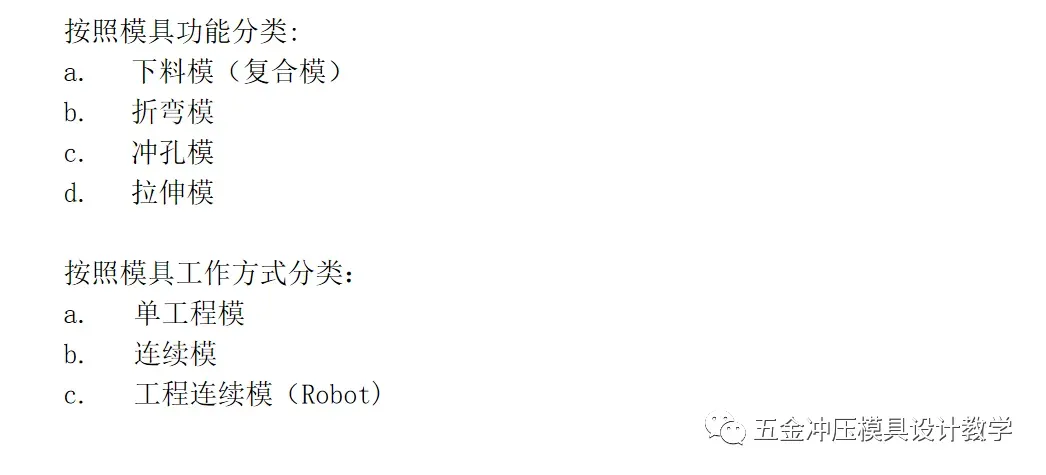
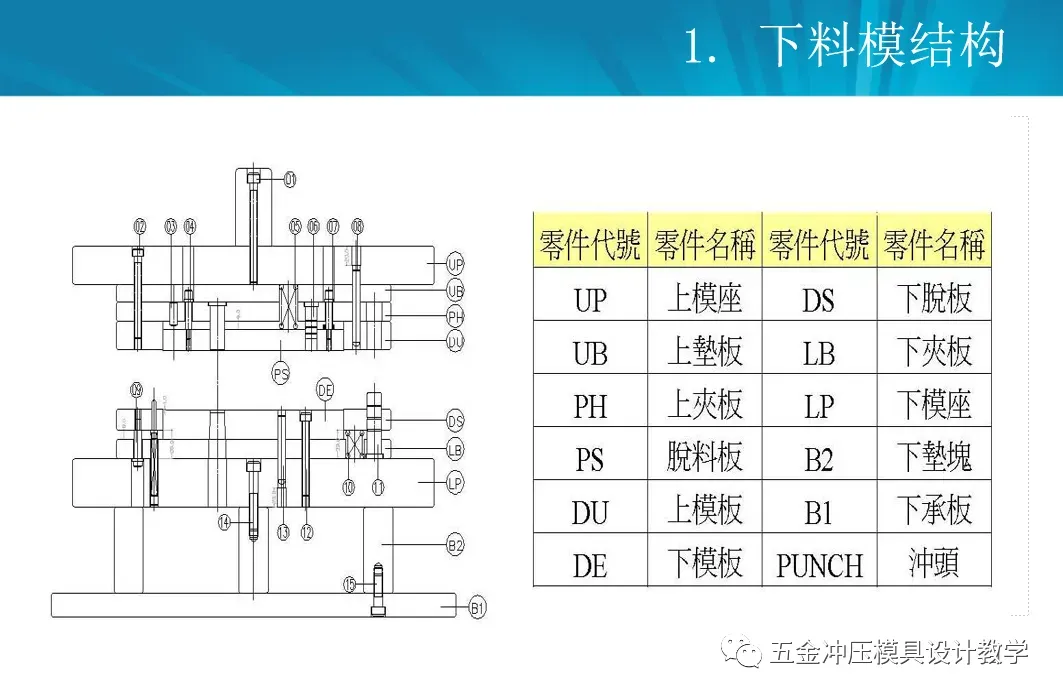
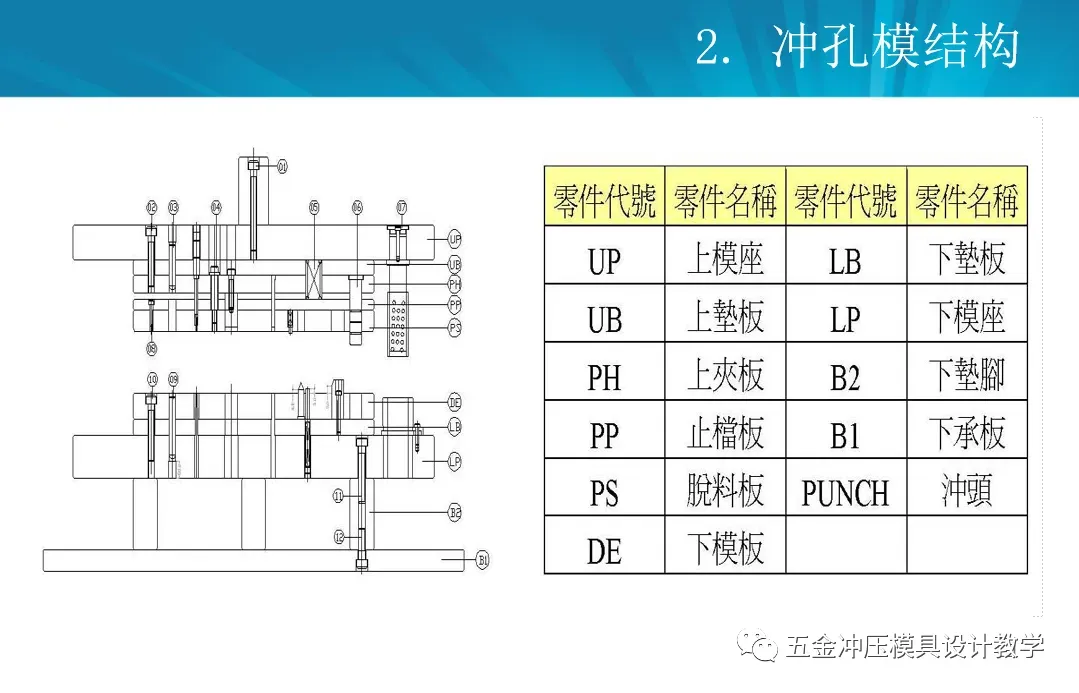
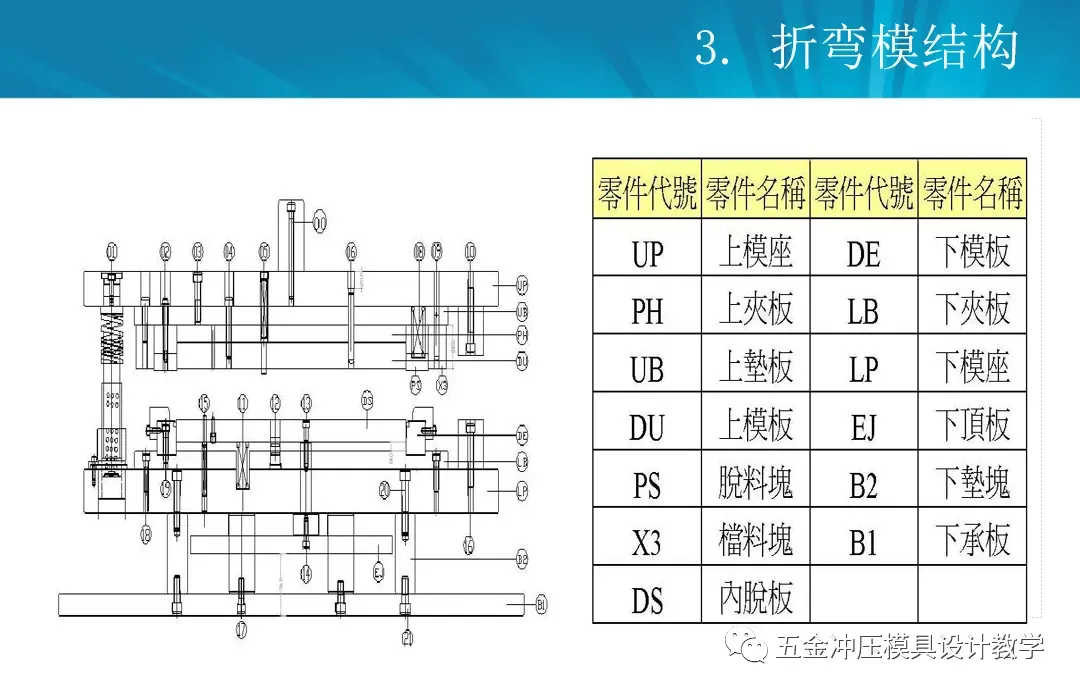
一. 冲压模具结构:
二. 冲压模具初步介绍
2. 制作重组图
a. 外形尺寸重组目标值
外形冲切加工其外形尺寸由母模决定,母模在冲切过程中会不断磨损,所以产品尺寸会越来越小,为了提高产品的尺寸精度,提高模具使用寿命,重组值应取小于公差中央值,一般取公差公差负侧的50%~70%。
b. 孔尺寸之重组值
冲孔尺寸由冲头决定,由于冲头会不断磨损,使得冲孔不断减小,所以冲孔的重组值取公差正侧的50%~70%
c. 弯曲部分尺寸之重组值
折弯部分尺寸受折弯展开系数影响比较大,为了提高产品尺寸精度,一般折弯尺寸的重组值取公差的中间值。
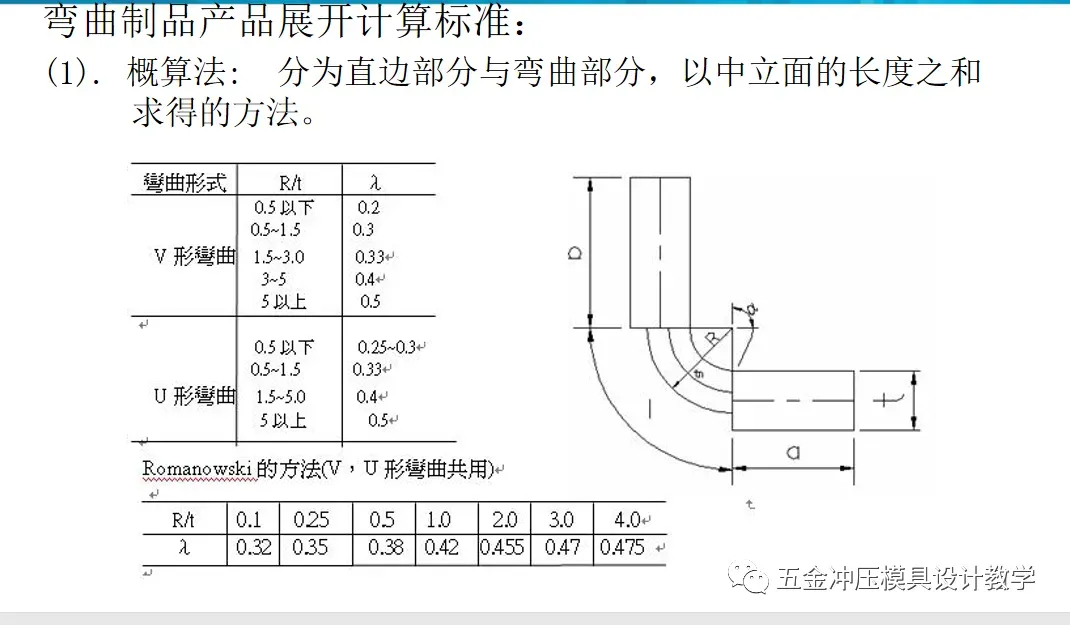
3. 产品图展开
三. 冲压模具常用标准化结构
2. 压筋入子结构
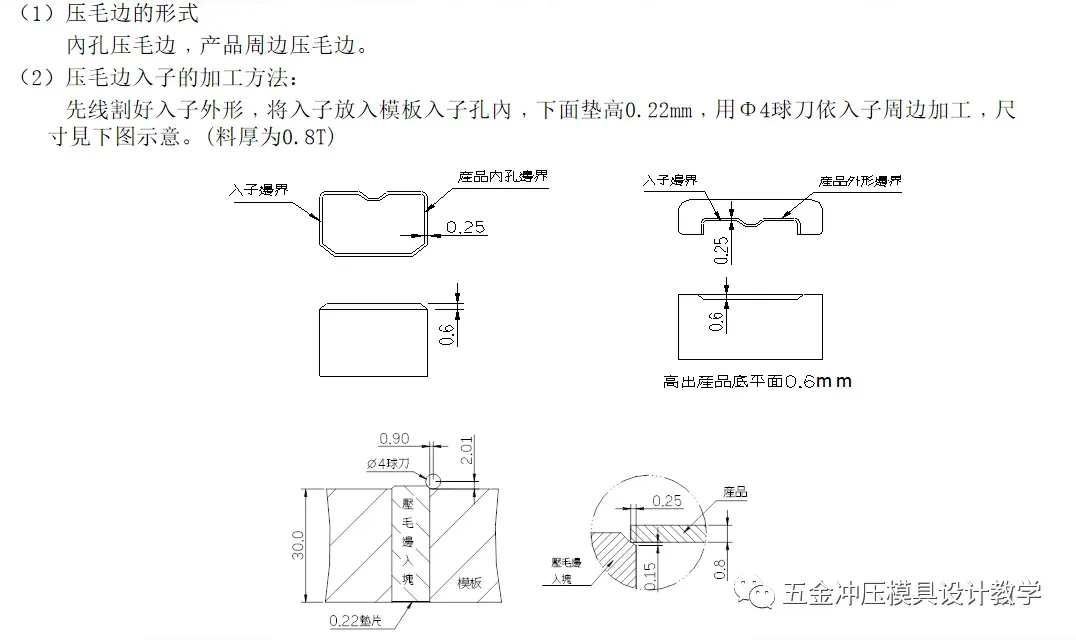
3. 压毛边入子
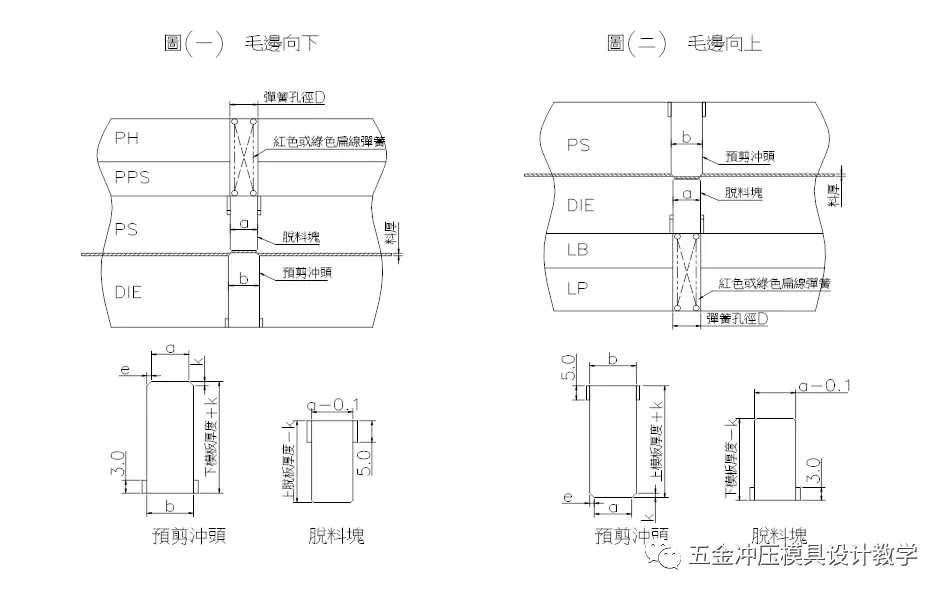
4. 预剪结构
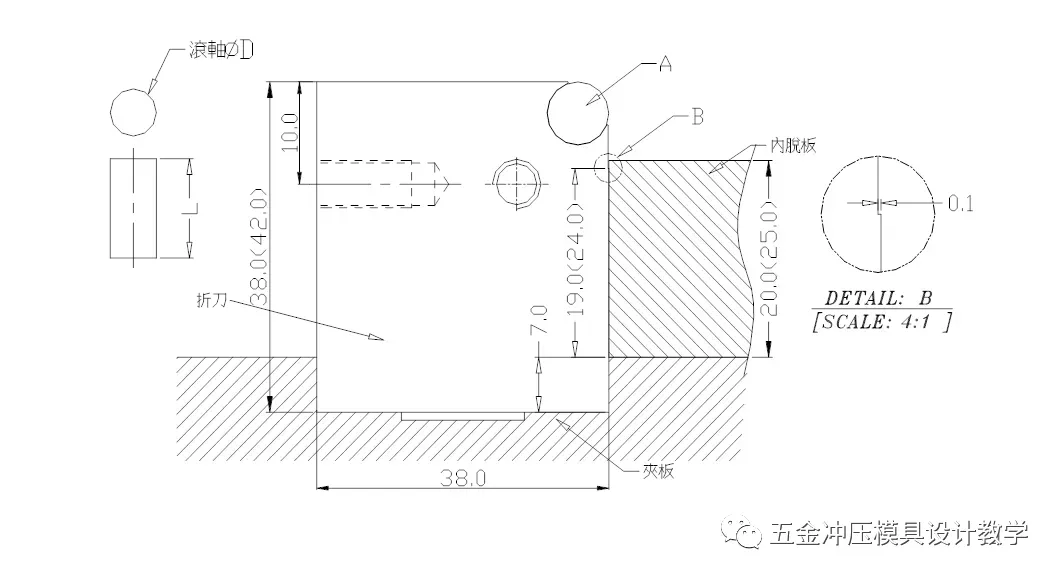
连续模带料部分在最后一站剪切或剪断成形﹐产品要求外观或手可触摸处均无毛边﹐因此要求模具在剪切的前一站进行预剪(也称为预压毛边)。
设计时﹐先要判定毛边的方向﹐确定预剪在上模还是在下模﹐其结构及具体设计尺寸如下﹕
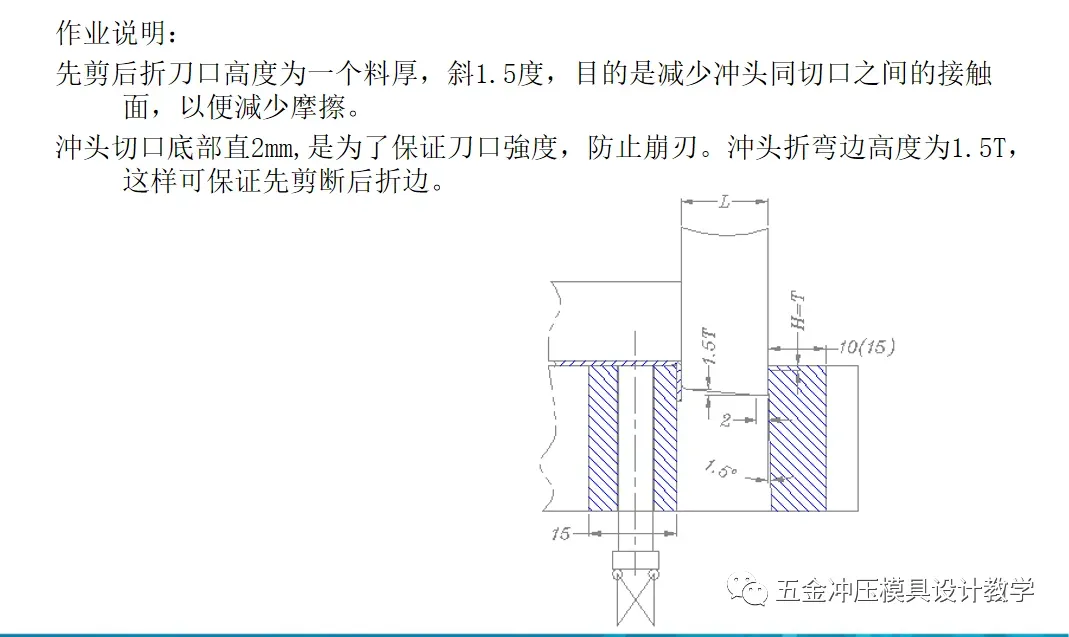
5. 连剪带折弯结构
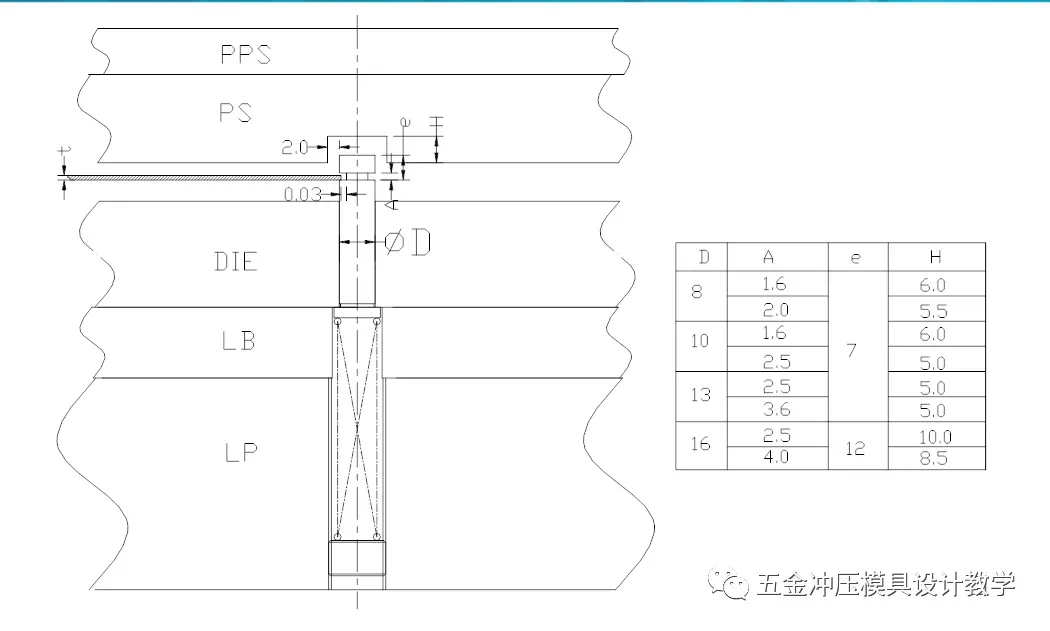
6. 顶料销设计标准
一.选用原則
1.一般选用Φ8.0的LB型顶料销。若位置不夠时可选用Φ6.0型的顶料销。
2.当所需顶料力很大,位置又夠时可选用Φ10.0的顶料销.
3.顶料销长度的选择,应注意参考以下原则:
(1).选用标准长度,并考虑可否不需要在模板上沉孔。
(2).顶出高度<=10MM时,一般选用Φ8.0的顶料销﹔顶出高度>=10.0MM时,选择其它标准规格的顶料销.
(3).避免开模时弹簧顶住模板台阶处的現象。
(4).铁氟龙材质LB型顶料销适用于铝材,铜材等材质。规格为Φ8.0*25,Φ8.0*30,Φ8.0*35,Φ8.0*40
二.排布規則
(1)抽孔,抽凸周围对称排配顶料销,也可采用內脱料的形式脱料。
(2)折弯时如使用顶料销脱料,在凸模上折弯边每隔20-30MM排配一个顶料销,折弯拐角处一定要排配一个顶料销,顶料销四分点距折弯边2.5MM.
(3)折单边时,折弯边顶料销按上述原則排配,非折弯边视大小均勻分布2-4个顶料销。
顶料销的排配一般保证顶料销逃孔边到材料边或模具相应刃口边距离为4MM,注意其位置尺寸尽量圆整到整数或小数点后一位。
內孔精定位销两边一般对称排配两个顶料销,外形精定位可视需要礁定是否安装顶料销。
另外顶料销的排配还要考虑整个工件的稳定性
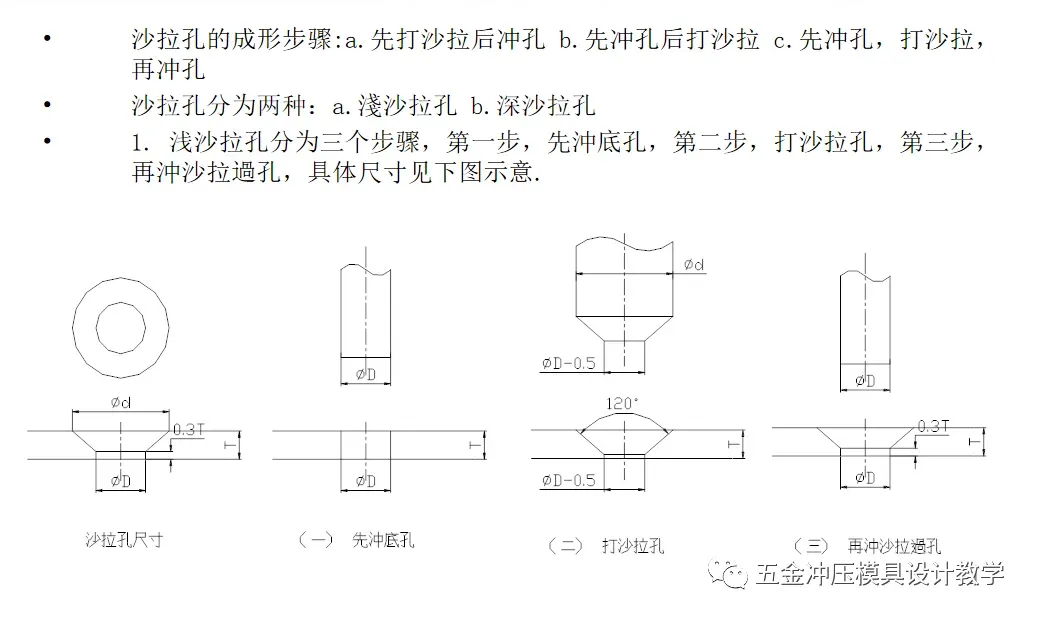
6.打沙拉孔设计标准
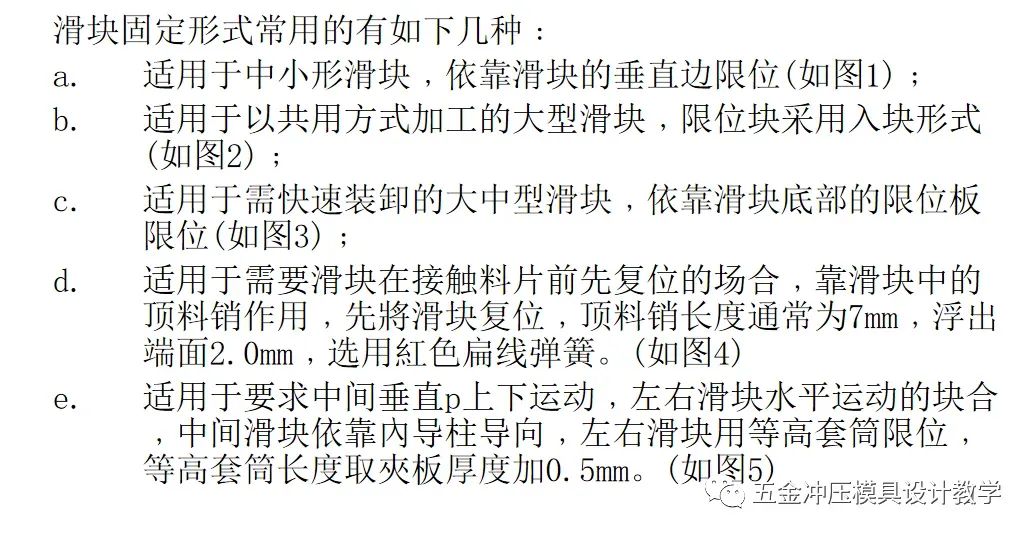
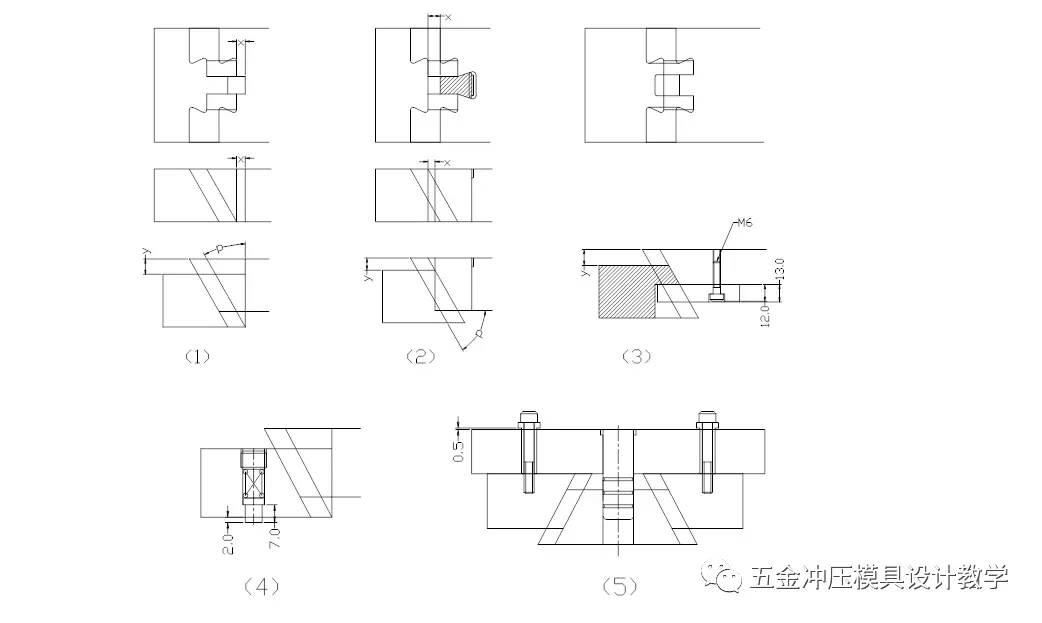
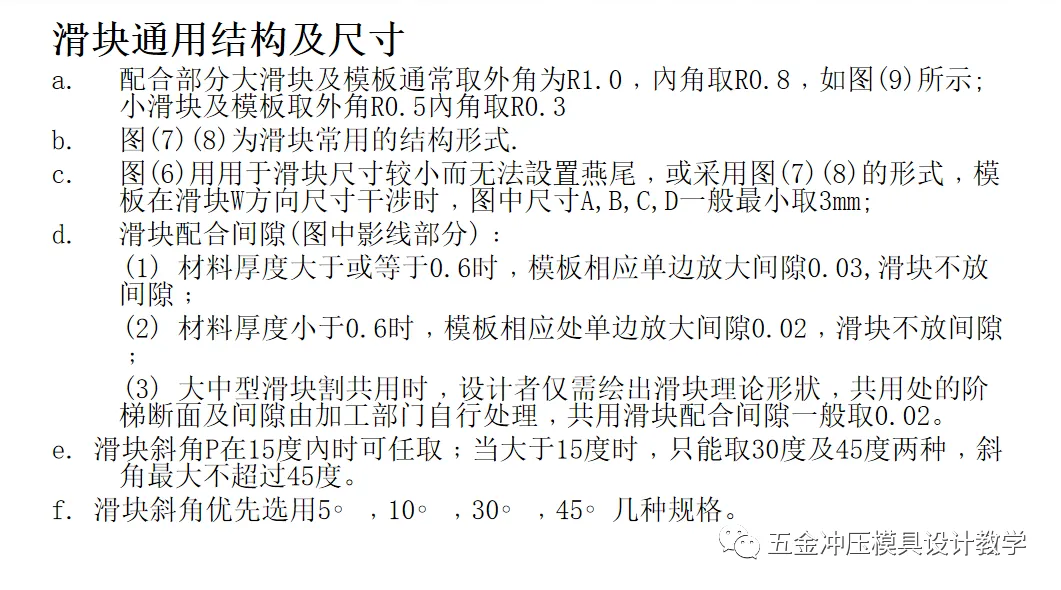
7.滑块结构设计标准
 (资料收集于网络,仅供学习分享,如侵权,请联系删除)
(资料收集于网络,仅供学习分享,如侵权,请联系删除)
你们对这如何看,在下面留言大家一起评
模具设计学习咨询:204784466|模具前沿|设计技术|设计视频|设计资讯
如果你是想往设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);关注私聊一下我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习。